

�������ƣ����ݳϸֹܵ�����˾
��ϵ�ˣ��⾭����С�㣩
��ϵ�ֻ���
�̶��绰��
��ҵ���䣺1172825768@qq.com
��ϵ��ַ���ӱ�������ɽ���Ͽ�����
�ʱࣺ61300
��ϵ��ʱ����˵�������ͽ������Ͽ����ģ�лл��
����ú��������ֹܣ�E�����ֹ��г�Ӱ������2015�����������Ŀ���Ǽ�����ĸ�E�����ֹܷ�������,�����豸,�ۺ�ȷ����¹����������ǽ����г�����������,�������ֲ�Ʒ��ʵ����,Ʒ��Ӱ����,ʹ������Ķ�����һ����Ŀ�ꡣE�����ֹܳ�������ṹ�۷����㣨E���ۺ����۽ỷ����ĩͿ��;����ַ�������������ʣ����۽ỷ����ĩͿ��Ľ������Ժ��ͻ�ѧ���ԣ���۷�����Ļ�е�������Ե��ŵ����������Ӷ������˸��Ե����ܡ������Ϊ��ع��ߵ���������Ƿdz���Խ�ġ�3pe��ǿ�������ֹܣ����㻷����ĩ������ֹܣ�FBE)��˫���۽ỷ����ĩ�����ֹܣ�2FBE)��������ĩ������ֹܣ�2pp/P�����ֹܣ�ˮ��ɰ����������ֹܡ�
??ˮ��ɰ��������������ֹܣ���Ʒ���з�����ơ�����������Ϊһ��Ĵ����������ң����������̣��ֻ���Ӧ�̡��۸���������ۼ�ʱ������־����ְ��¶ȸߴ�1730�棬ʹ��Silplate1308���ĸ���֮�������ǰ���ڵİ��DZ������⣬ʹ��5�ε��ȳ���������������ƽ���¶�Ϊ320�棬��ȫ����AISE��Ҫ���ݲ������Silplate������������ԵĿ���Silplate��ɫ����û�иı䣬�ߴ硣ʵ�ʲ������ֲ��ϻ����Ϊһ�壬�����ӹ�ʹ֮��ֹ��ι̽���γ������ķ����㡣��ӹ�һ��ֲ���ʽ��Բ���֡�TPEP�����ֹ����ɵײ㻷����ĩ���в�ճ�Ӽ������۽�ϳ�Ϊ���壬Ϳ�����۽ỷ����ĩͿ��;�Ϳ���ŵ㣬�۽ỷ��ͨ���ֹܻ���������γ�ճ���ڸֹ�����档
??�ɾ۸��ƹ�����ճ�Ӽ����۽ỷ������ѧ��Ӧ�γɹ��ۼ���������������ճ��ǿ�ȣ����ı��м��ճ�Ӽ������ԣ��м��ճ�Ӽ������������ѹ���·��Ӽ���������ȴʱӲ�����������ȫ���һ�壬ʹ���ֲ��ϳ�Ϊһ�������ķ����㡣��������ʩ��ʱ����Թ��������������,���ĺû�ֱ��Ӱ�����,����������ȥ�⡢ȥ����Ƥ,���ۺ�����,���һ�Ҫʹ���������дֲڶȡ�����ʩ�����ڲ�ͣ��ʱ���е�,�����ȥ��ʱ,��ֹ�û�е�糳����,Ӧ�����˹�ȥ��ͻ�ѧȥ��ȣ��ø�˿ˢ������������������Dz�λ���û���������ϴ�ó�ȥ�������ϵ��͡������������ϴ�ɾ������Ӧ�ﵽ��������Ϊʹ�����еĴֲڶȣ����洦��������ɺ���Ϳˢ����ú�������,��ֹ�ܳ����⡣
??Ϳ��������ƽ��,�ޡ����ݵȡ�Ϊȷ��Ϳ���ܼõij�ַ���,��Ҫע����Dz����ڵı����Ͻ���Ϳˢ����,������������������ʱ,����ֹͣʩ��,�ȱ���������ʩ����E�����ܵ��ܷ���ǿ���������пɽ�Լ������Դ������Դ�ɱ������������к�ǿ�ķ�ˮ����ʴ������ʩ�����Ѹ�١��ڵ���������Ҳ�������õ���ʴ���ͳ���ԣ�PE��ˮ�ʵͣ�����0.01%����ʹ�������ɴ�30~50�꣬��ȷ�İ�װ��ʹ�ÿ�ʹ�������ü��͡�TPEP�ܵ����õ������۽ỷ���������������۽ỷ���뻷����ʲô�����أ���ԭ���������۽ỷ�����ܼ�������ʳƷ����ĩ���ǻ����ģ�������������ζ������ϡ�ͼ����̻�������ɡ�TPEP�����ֹܵ����۽ỷ������������������Ϳ��
??��250��ֹܻ��巢����Ӧ�����ɸ��ܺϽ�㡣���������������絽�ֹ��ϵģ��̻�ʱ��Ƚϳ����ڸ������������۽ỷ��ͬʱ���л�е�G�ϡ���ѧ������ɢ������������������ֻ�л�еǶ���������۽ỷ����Ϳ������300-500um�����к�ǿ���Ϳ�������ʴ����ĥ���ͳ�����ܣ���������30-80um�����ⲻ����������ˮ��ˢ����������á����۽ỷ����Ϳ��ϵ��Ϊ0.0086���ң�ʹ��������50�����ң���������0.012���ң�ʹ������ֻ��3-5��.�ֹ�Ҫ����ˮѹ��������ѹ���ʵ�������:���ܶȾ۱����㹤�����̼�Ҫ�����Ӳ�λǰ������1�����ý�ĥ���������ܵ����Ӵ��ֹܵ�ë�̡��������������⼣������Ϳ�㡢����ȣ���������ɾ���
??���������࣬�Ҵﵽst����2�������Ӵ�������¿ڽ��д�ë������ÿ��۲��ë�Ŀ��ȿ�����10~15cm�����¿ڣ���Ϳ���ëʱ����Ϳ��ʹ֮�ײġ���3����ëˢ��������������м����������������ɾ�������Ӱ������Ľ��������4���������ܳ�����ˮ�֣������Ȳ�ȡ��ʩ������ٽ���ǰ��������5��ǰ������ˢ����ʱ�������ó���30���ӣ�����ڼ���ǰ�����IJ�λ�ܵ�������Ⱦ���������½���ǰ������ˢ���ᣨ1�����յ����ʹ��˵������˫��ּ�ϡ�ϰ�������ϣ�������ȡ���2����ëˢպ�ϵ��ᣬ�ڹܵ����ӵĴ�����ˢͿ��ˢͿ����Ըպ���ס�ײ�Ϊ�ˣ�һ������120~150um�����ײģ�Ҳ��������ȡ���3���¿ڴ��Ļ���Ϳ��ҪˢͿ���ᡣ
??���۲㲻��ˢͿ���ᡣ��4����������ɺ�ɽ��в����������ס���������ɽ������ɲ��õ��ȵ���������ٱ��ɣ������ûȼ��ٱ��ɣ�������ĤӰ����������5�����麸�Ӻ������������ú��ӵ����ȣ����ɱ�֤ǰ���������ϣ��ֿɼ��ٵ�����ɣ���Ҫ�ں��Ӵ��¶Ƚ���80�������ٽ���ʩ������6��ˢ����ᣬ��ëˢ��ϡ����ϴ�ɾ����´�ʹ�á������������ף�1����Ĥ���ɺ�Ӧ�������в����������ף����ʱ�䲻�ó���10���ӡ���2���������Ŀ��ȣ�Ӧȷ�����ƺ�����ȫ��ס�����ë�IJ�λ��һ����˵���ƺ�ȴ��ڸֹܲ��ֿ���+�����ë�Ŀ���5~10cm����3��ȥ���������ı�Ĥ��ţƤֽ������������һ��10~15cm�����ڵ����۽��档
??�ú濾�Ļ�����ȣ�ȷ���߽Ƕ����ȼ��ȡ���4�������۽���������������ֹͣ���ȣ�Ȼ��Ѹ�ٽ��ڻ������۽�һ�������Ӵ�����������Ҫ��ȫ��ס�����ë�������ù��ִ������������ѹ������ճ�Ӵ������ݣ�ʹ֮�̶�������ʱҪ��ֹ���ȣ���������۽��㣬Ӱ�츽��������5�������������عܵ�����������ƣ�����ʱ���Ҫ��������������������������ܵ����ӷ�϶ƽ�С���6��Ȼ������������һ�˵����۽���10~15cm������������Ȼ��Ѹ����ǰ��ճ�������һ�𡣴�ӳ���Ҫ��8cm��Ҫ��1���������ױ���Ӧ�⻬�������塢�����ݣ��������ս�̼������2�����������뻷�졢ԭ�¿ڷ��������Ͻ��ܣ���϶����3������������PEͿ���Ӳ�����10cm��
??�������������Ӳ�����8cm����4����ȴ����������������ԵӦ�����۽������������5������Ҫ��ο�GB/T23257��tpep�����ֹ������������̽���tpep�����ֹ����칩Ӧ�̣���04662���ӱ����ţ��Ƿ������¡��ֹ�������ҵ�Ŀ�����֮һ������һֱ�����Ź˿����ϡ����ʵ���ּ���ֹ�ˮ��ɰ���ڷ���ʩ���������ף���ԭ���ϡ��������ա������豸�ȸ������������ȿ��������������������ⲻ�������ӵ�����������ֳ���¯������ֻ��һ�����ˣ��������ģ�ļ�������8�¿��������7������Ѯ���ڸֲĹ��������������Ȳ�����̫���ۺ�����������и�Ʒ���Ƿ��Ѿ�����������ԭ�ϼ������ƫǿ�������ȷ���������Ʒ����һ�������ֳ�Ѯ�۴����ڼ���
�����ζ���ڷ��ز�������ܻ��µ㡰��ҩ���������ṩ���ఴ�ң������ɱ����ṩ����������ֱ�ӹ�����ȡ�������ȡ������г�������С���й������Բ��������͵ֿ�����˰���⽫�ǡ���ҩ��������E�����ֹܵ���Ҫ�豸���ֹܻ���ƽ̨�����ܻ��顢ǣ���������ܻ�е����ѹ���ڻ�����ƽ̨�������ߡ��ֹ�Ԥ��¯���������������̨�ͷ����ֹܷ��ش����ߡ���������顢������֡�����ƽ̨�ȡ������ֹܷ�����ҵ�����߿�Ӧ���ڸֹܵĵ���FBE��˫��FBE��˫��PE��˫��PP��E������ҵ��С�ӹ��ܾ���104mm(4")����ӹ��ܾ���1600mm(63")����������350m2/h���ϣ��������߰����ֹܴ��䣬���洦��������������ֹܼ��ȡ�
??������Ϳ��Ϳ��ˮ�䡢���С�Һѹ����������⼰��صȡ��ṹ�ص㣺1.7������Ϳ����ɺ�Ӧ��ȥmm���Ҿ۲����Ӧ�γ�С�ڻ����30��ĵ��ǡ�4.8�ܶ˴��������û�Ҫ�ɶ���©�ĸֹܱ���Ϳˢ����ɺ�Ϳ������ɺ�Ϳ��Ӧ����Ʒ˵����Ĺ涨Ϳ����2pe/3pe���������ܣ�3pe������ܣ�3pe������ͷ��3pe������ܴ��䣬3pe������ͨ��ͨ����3���б�ë�̴��������ļ�λ�ᵽ�ģ�����Ϊģ����������ǿ�Ȳ��������Դ��Ƿ�ģ̫�������Ƿ���ƿ������а����ȴ������в���Ӧ�����߸�����ֱ��Σ����Կ��ǽϴ���߸��Ԥ��ϳ�����ȴ�������3~4mm�߸�۷����ֹܣ�ipn8710�����ֹܣ�IPN8710���������ܡ�
-
1.2mm��䳲EVA��ˮ�����

-
����4����EVA��ˮ���ȴ�����

-
�䳲��EVA��ˮ�岻ˮ��ǿ

-
1.2mm��EVA��ˮ�忹˺����
-
�ɰ�ɫ����EVA��ˮ�����ϻ��Ժ�
-
����2����EVA��ˮ���������

-
1.5mm��EVA��ˮ�������쳤

-
����ʽEVA��ˮ��1.5������

-
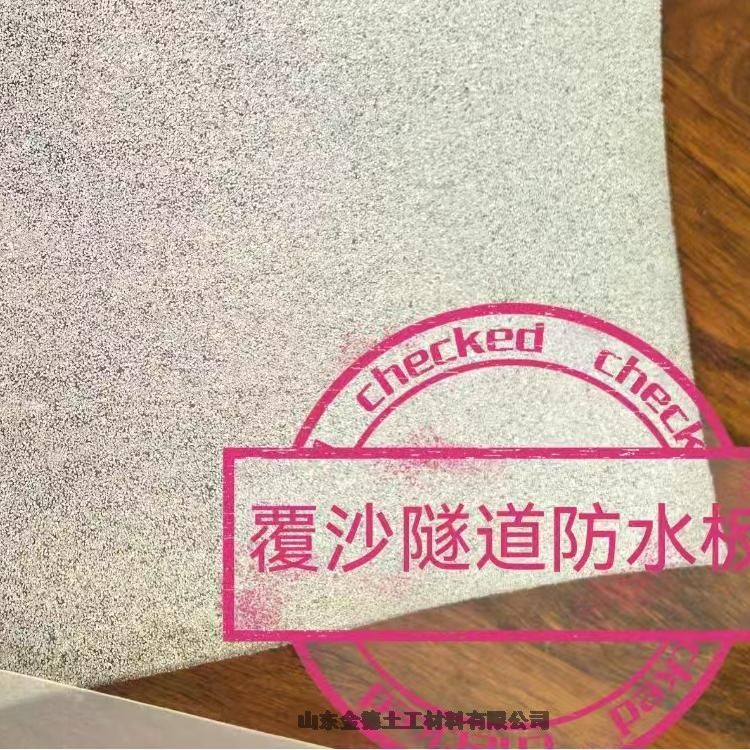
1.5mm��䳲EVA��ˮ������

-
������ɫEVA��ˮ��ƽ����������
-
EVA��ˮ��1.5mm�����ƽ��

-
��������ͨ��ˮ����ͨ��Ͱ�绰15

-
�����ų�����ͨ��ˮ����ͨ��Ͱ�绰
-
��������ͨ��ˮ����ͨ��Ͱ�绰15
-
��������ͨ��ˮ����ͨ��Ͱ�绰15
-
1.2mm��䳲EVA��ˮ�����
-
����4����EVA��ˮ���ȴ�����
-
�䳲��EVA��ˮ�岻ˮ��ǿ
-
1.2mm��EVA��ˮ�忹˺����
-
�ɰ�ɫ����EVA��ˮ�����ϻ��Ժ�
-
����2����EVA��ˮ���������
-
1.5mm��EVA��ˮ�������쳤
-
����ʽEVA��ˮ��1.5������
-
1.5mm��䳲EVA��ˮ������
-
������ɫEVA��ˮ��ƽ����������
-
EVA��ˮ��1.5mm�����ƽ��
-
��������ͨ��ˮ����ͨ��Ͱ�绰15
-
�����ų�����ͨ��ˮ����ͨ��Ͱ�绰
-
��������ͨ��ˮ����ͨ��Ͱ�绰15
-
��������ͨ��ˮ����ͨ��Ͱ�绰15