商铺名称:山东正祥工矿设备股份有限公司
联系人:孔刚(先生)
联系手机:
固定电话:
企业邮箱:2531928993@qq.com
联系地址:山东省济宁市曲阜市西经济开发区
邮编:
联系我时,请说是在新型建材网上看到的,谢谢!
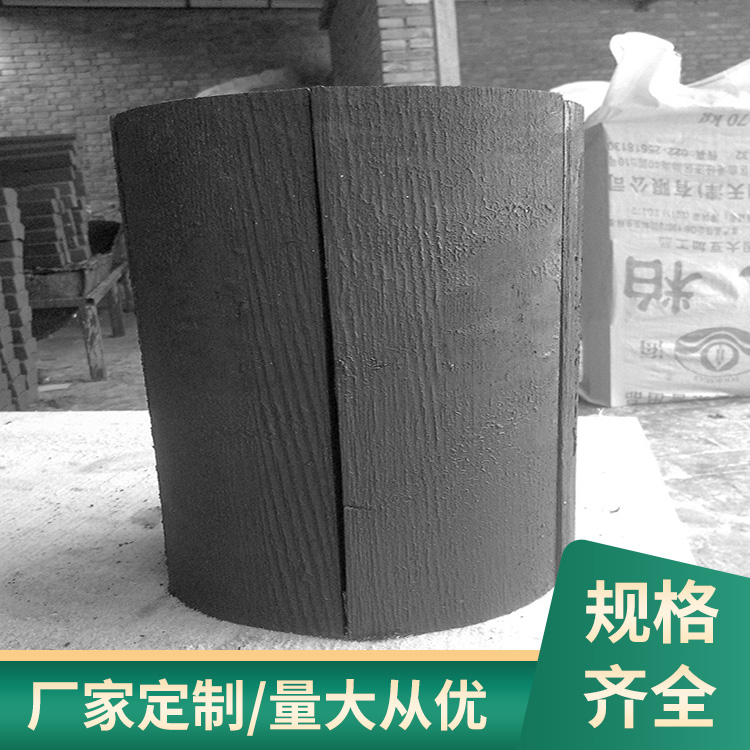
山东正祥工矿是批量生产铜套的铜套生产厂家,公司生产的铜套、法兰铜套的主要材质有:黄铜、高力黄铜、铝青铜、锡青铜等有色金属,同样提供石墨铜套、自润滑轴套的加工铸造,铸造方式是离心铸造。
双法兰铜套(瓦)离心铸造技术分析
离心铸造双法兰铜瓦(套)类,如铸造成直套类,铸件重量增加太多在2/3以上,加工余量太大,造成成本增加。
我公司针对这种情况,由原来的铸造直套类,转变成铸造双法兰瓦(套)类,经不断研究改进工艺,解决了铸造双法兰瓦类铸造难度大的问题,也取得了较好的结果。
离心铸造双法兰铜瓦(套)的技术关键,在于铸造件收缩受阻造成拉裂现象,和离心机模具变形,在铸造过程中出现跑水、漏水造成失重损坏离心机设备,或铸件偏心铸件内孔加工量不足,加工不下来造成气孔、夹渣缺陷。
双法兰铜套(瓦)离心铸造技术工艺
1.模具依据铸件材质不同,预热温度不同,锡青铜材质模具预热至130--150℃。黄铜、高力黄铜、铝青铜材质,模具预热至200―250℃。
2.锡青铜5-5-5、锡青铜6-6-3,浇注温度在1030--1060℃,锡青铜10-1浇注温度在1010―1040℃。黄铜浇注温度在1000-1030℃,高力黄铜浇注温度在1020―1050℃,铝青铜浇注温度在1160―1200℃。
3.锡青铜材质模具喷涂锆英粉酒精涂料,自然冷却50--60℃,如模具温度过高,铸件会产生热眼缺陷,模具温度过低,铸件外表会产生夹渣缺陷。吊包、浇包、浇注流子刷铅粉预热,不能有潮气,如有潮气,铸件会产生气孔缺陷。黄铜、高力黄铜、铝青铜材质模具刷铅粉涂料,涂刷时要均匀,涂料不易过厚,在1―2mm为宜。
4.用悬臂离心机时,离心机外模打表找正,找出高点,做上标记,合模具时,高点朝上。
5.根据铸件内径尺寸及计算公式调节离心机转速。
6.在开始浇注时,为了在金属型内形成整个内层表面,遵循先快后慢的原则,开始浇注时,浇注速度要快,让浇注速度与金属凝固层的生长速度相适应,浇注过程中,铜液不能有间隔、断流,或流速过慢现象,如浇注速度过慢,铸件会产生窝渣缺陷。
7.离心铸造时,铸件的两端夹渣比较严重,所以依据产品尺寸和材质的收缩量,合理设计出模具尺寸。在提前申购模具和加工模具时,模具长度要适当加长铸件两端面容易窝渣。
8.锡青铜5-5-5、锡青铜6-6-3,黄铜、高力黄铜、铝青铜材质铸件,选用浇注流子时,选用前开口流子浇注,依据铸件长度,流子深入前挡板内1:5的比例调节。锡青铜10-1,选用缝隙式低开口流子进行浇注,缝隙的长度要占铸件长度的2/3左右。
9.浇注流子与前挡板模具内孔,单边间隔尺寸为50―100mm之间,铸件毛坯内孔与前挡板模具内孔,单边间隔尺寸≥50mm为宜。