

�������ƣ���������̩���̲�������˾
��ϵ�ˣ��ž�����С�㣩
��ϵ�ֻ���
�̶��绰��
��ҵ���䣺15853878330@qq.com
��ϵ��ַ��ɽ����������̩���̲�������˾
�ʱࣺ271000
��ϵ��ʱ����˵�������ͽ������Ͽ����ģ�лл��
�׳��ͽ������ֱ���۸�187-6486-5818ֹˮͭƬҲ��ˮ�⣬��ˮ���������з�ֹ�ṹ��©ˮ��һ�ִ�ʩ��ˮ�������������ԭ����Ҫ���ó����졢������ȣ����ʹ�ṹ��������һ�����������壬�������ȡ�κδ�ʩ�Ļ�ˮ�ͻ�������Щ��϶��©�������Ҫ����ֹˮ��ͭƬֹˮ��ֹˮ��һ�֣�������ֹˮ�ȡ�
ʯ��ׯ�����ٻ��ռ������Ƶ������ؽ����߿�ͻ�������й�1630���µ�ѹ����������1650���Ϲ���1700������Ϊ����Ŀ�꣬��macd���죬������Ķ�ͷ����Ԥ�ƽ�����������ֶ�Ϊ����������ʾ���Ų��ִ��Ϲ쵥���������1630-1635���룬Ŀ��1650.��̼����T+D��330ʱ���Ѿ�ͻ�����µ�ѹ���ߵ��������ܻ��ʵ�Ӱ�졣Ŀǰ�ڶ�����λ335�ѵ�������ͨ����Ŀ����343��λ�ã�Ϊ����Ŀ�ꡣ���⣬������ʾ�Ϲ���347һ��������ϸ�Ԥ�ڡ������Ϊ�������������������Ҫ�������ɶ��߳���ֻ����������������334-337������̼��������macd��ǿΪ�������ͷ�źţ������й�29.6��һ���������Ϲ���34.�������Ϊ����������ʾ�����������ƣ�����29.0,29.2�ɷ�������������λ����ʱ��ɼ��֣������������������̼����T+D��ʾ�����й�����6200����������Ϊ6200-6248ǰ�ڸߵ㣬��ʱ��������֡�������ʾ����֧6120-6100������6150,6200�����������������Ҫǰ�������֣������������6150-6100���㶫ʡ***����������ҫ����
 T2MֹˮͭƬ����Ϊ��ͭ��ͭ�������ڵ���99.90%������ǿ�ȡ�205MPa,�����ʡ�32%������ʴ����ǿ�������ڸ���ˮ�������Ļ���ֹˮ������ֹˮ���Ӷ�ֹˮ���ȵ�ֹˮ�Լ������ֹˮ��
T2MֹˮͭƬ����Ϊ��ͭ��ͭ�������ڵ���99.90%������ǿ�ȡ�205MPa,�����ʡ�32%������ʴ����ǿ�������ڸ���ˮ�������Ļ���ֹˮ������ֹˮ���Ӷ�ֹˮ���ȵ�ֹˮ�Լ������ֹˮ��
T2MֹˮͭƬ��ִ�б���GB2059-2008����ȣ�0.1-14mm������200-1000�������������ɰ��չ�˾Ҫ�������ӹ��������ӹ����ڿ죬�۸�͡�
ֹˮ��ͭƬ��Ʒ�����;��кܺõ������ԡ��ɼӹ��ԡ������Ե��ص㣬���Ա��㷺ʹ����ˮ�����̵װ�֮����������У��������ǽ�ֹˮ��ͭƬ���ڹ��̵ĵװ嵱�У���ʱ�ڹ��̵Ľ���ͺ��ڳ���һЩ�����ȵ��½����߱��ֹ࣬ͭˮƬҲ���������ѣ�ͬʱ���Ժܺõķ�ֹ����©ˮ�������
ֹˮ��ͭƬ�ĺ��ӷ����ͼ���ֹˮͭƬ����ǰ��Ҫ��ʹ�ø�˿ˢ��ɰֽȥ����ֹͭˮƬ��������۵���������ú�˿�ͺ�������ࡣ
1.ֱ��벻�������ͨ��벻�������ͭ��˿������ɺ��ӹ�����������̵IJ�Ʒ̫����Ҫ���в�Ʒ��Ԥ�Ⱥͺ����¹���������������߹���Ч�ʡ�
2.������Ȳ����������ͭ��˿����ɰ���к��ӡ�
3.�躸���������õ��躸�����к��ӡ�
��������Ҫ�ر����ѵ��ǣ�ֹˮ��ͭƬ���Ӵ�ӵij�����Ҫ����2cm���ϣ�ͬʱ����Ҫ����ʵ�ʵIJ��Ϻ�ȡ���״�����ӷ���������������á�ͬʱ��Ҫע��ֹˮƬ��ͷ�������ϸ�ļ�鹤����Ҫע����Dz��ϵĿ���ǿ��Ӧ�ôﵽĸ�����ǿ�ȵ�80%���ϡ�
��ֹͭˮ���淶֮���Ӱ�װ������
1��ֹͭˮ��Ӧƽ��������ĸ�Ƥ�����ۡ����վ�Ӧ***�ɾ�������ɰ�ۡ�����
����Ӧ�躸����
2��ֹͭˮ���ֳ��ӳ����ô�Ӻ�����ӳ���Ӧ��С��20mm����Ӧ˫�溸��(���������ӡ�����)���������ܹ���֤������ɲ��öԽӺ��ӣ��������ò����ֹ��绡����
3�����ӽ�ͷ����Ӧ�⻬����ɰ�ۻ����ƣ�����ˮ���ڹ����ӹ��Ľ�ͷӦ��飬������������ڽ�ͷ������20%�����ֳ����ӵĽ�ͷ��Ӧ���������ۺ������ϸ�
4��ֹͭˮ����װӦȷ���ι̣��������������ӷ�������ƫ���5�L����λ��Ӧ�ڱ��ӿ�ǻ���������Բ��ϡ�
5������ʹ�ñ��Ρ����ƺ�˺�ѵľ�����ϡ(PVC)����ֹˮ����
6����ֹˮ�������˲�������ճ��;PVCֹˮ�������ӣ�������Ҫ����У��ɲ�����ճ��(��ӳ��Ȳ�С��10�M)����ͷӦ������м�飬���������ݡ�������ٺ���
7����ֹˮ��(��)��ͷ��Ҫʱ����ǿ�ȼ�飬����ǿ�Ȳ�Ӧ����ĸ��ǿ�ȵ�75%��
8��ֹͭˮ����PVCֹˮ����ͷ���˲�����˨˨�ӷ�(�׳����ϰ���ͭ)��˨�ӳ��Ȳ���С��35�M��
9��ֹˮ����װӦ��ģ��н���λ��֧���ι̡�
10��ˮƽֹˮ��(��)�ϻ���50�M��Χ�ڲ�������ˮƽʩ���졣�������⣬Ӧ��ȡ��ʩ��ֹˮ��(��)�����������
11����ֹͭˮ������Ƥֹˮ������һ��Ϊ��ֱ���ӣ����ӷ��������ȶ���ճ�ӣ�ճ�ӳ��ȴ���70MM��ճ��ǰ������Ƥֹˮ�������γ�ƽ�棬���ִ��ë��Ȼ��ճ����Ϳ���ȶ�������ճ�ӣ�ճ�ӱ����ι̣���ֹ�ѷ졣ճ�Ӻ���������˨��������й̶���
��ֹͭˮ���淶֮���ӹ���?
1����˿�������ۼ���������ֹͭˮĸ�ĵļ����������������ں����У����۲�������301��
2���������գ���ǰ���ú�˿�ͺ�����������һ���ø�˿ˢ��ɰֽȥ���������ۺ����������塣
3�����ӻ���ѡ�������棺�������ʹ�۳��������ں������γɴ��Ե�������ͭ;̼����������һ����̼�����������뺸���γ����ס�

5�����ڸ���ͭҺ�����������壬�Ǻ��������������Ե�ȱ�ݣ�ͬʱ��������Ӱ�����ľ����ִ���ʹ���ӽ�ͷ����ѧ���ܽ��ͣ����Ժ���ĺ��Ӳ���Խ��Խ�ã�����ʱ���õ��������������ӽ�ͷ��ʹ����������ϸ���Ӷ��������ѧ���ܡ�
��ֹͭˮ���淶֮���Ӽ���?
1������������麸����ɺ���Ŀ��������麸���Ƿ�ƽ������࣬���߶Խ�����Ƿ������б��ļ���������Ҫ��ӳ��Ȳ�С��20mm��
2����ͷ������ԭֹˮ��������ʱ������Խ��κ��������������������飬������鷽�����£�����ú�͵��ں����ϣ���һ�����Ϸ۱ʻһ��ʯ�ҵķ������飬�ȴ�һ����Ȼ����һ��ĺ����Ƿ���������©������ӳʪ�÷۱����Ǻţ����²�����
3����ѧ���������ͷ�������鲻С��ĸ�Ŀ���ǿ�ȵ�80%��
��ֹͭˮ������
��ֹͭˮ���淶ֹ֮ˮ��������?
��̼���շ��棺������̼���ռ۸����ƿ�ν��ǿ������������̼���ռ۸���60�վ���֧���³ɹ��������·�֧��19.5���Ϸ���������19.8-19.9������KDָ���λ���й�ͷ���������������ա��������۶���1Сʱ��MACD������С�������̣��������ܼ��١�4Сʱ��KDָ�꿪�����ϴ��ڷ������ơ�
�����һ���ȣ���̼���������Դ�Ͷ���ߵȴ�����������ҵ���ݡ�Ŧ����Comex��Ͷ���Ծ��ʮ������̼�����ڻ��������1.20��Ԫ����ÿ��˾1,315.80��Ԫ���Ƿ�0.1%.12�������ձ�ÿ��˾22.278��Ԫ����ǰһ����������36.5���֣��Ƿ�1.4%����Ͷ�������21.855-22.335��Ԫ��
1��***�����У�Ӧ�˹���ֹˮ��������Χ�����еĴ��������ϣ���ֹˮ������������ʱ����ʹ��������������С����������ʵ���Ͻ������з�ֹ����ֱ�Ӵ���ֹˮ������������ֹˮ��������λ��
2����ֹ��ֹˮ��������ֱ�����ϣ���ֹ���������У�***��ֱ�ӳ��ֹˮ������������ֹˮ��������λ������
3����ʩ�������У��ϸ��ֹ��̤ˮƽֹˮ��������Ӧ��ʱ�������ۡ�����***��
4����***�������ݲ�����������ֹˮͭƬ�������ſ��ݲ�ʩ������¶��ֹˮ��������Ӧ����ľ��л����ӹ��ο�������ֹˮ��������ʩ��������������
-
���Ͻ���2�� 8�������۴����

-
���������ú�Ҹְ�� �ɿ����

-
����4���⽨�� �ܺ��Ӳ� ����

-
������ ������ ������ ɽ��

-
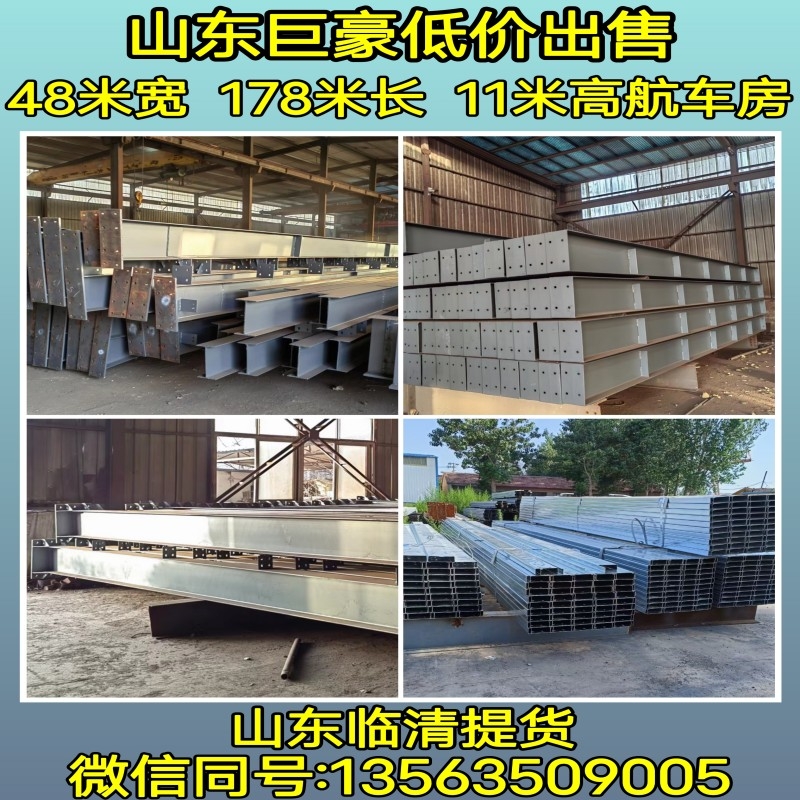
48��ȸֽṹ���ֳ������س���
-
48��ȸֽṹ���ֳ��乤�س���
-
48��ȸֽṹ�ɺ��������س���
-
48��ȸֽṹ�ɿⷿ���س���
-
48��ȸֽṹ�ɳ������س���
-
48��ȸֽṹ�ɳ��乤�س���
-
48��ȸֽṹ���������س���
-
48��ȸֽṹ�ⷿ���س���
-
48��ȸֽṹ�������س���
-
48��ȸֽṹ���乤�س���
-
48���ֽṹ���ֺ��������س���
-
���Ͻ���2�� 8�������۴����
-
���������ú�Ҹְ�� �ɿ����
-
����4���⽨�� �ܺ��Ӳ� ����
-
������ ������ ������ ɽ��
-
48��ȸֽṹ���ֳ������س���
-
48��ȸֽṹ���ֳ��乤�س���
-
48��ȸֽṹ�ɺ��������س���
-
48��ȸֽṹ�ɿⷿ���س���
-
48��ȸֽṹ�ɳ������س���
-
48��ȸֽṹ�ɳ��乤�س���
-
48��ȸֽṹ���������س���
-
48��ȸֽṹ�ⷿ���س���
-
48��ȸֽṹ�������س���
-
48��ȸֽṹ���乤�س���
-
48���ֽṹ���ֺ��������س���