

�������ƣ����Ͼ������Ӳ�������˾
��ϵ�ˣ��ź���������
��ϵ�ֻ���
�̶��绰��
��ҵ���䣺1345905480@qq.com
��ϵ��ַ��������γ��·129��
�ʱࣺ25000
��ϵ��ʱ����˵�������ͽ������Ͽ����ģ�лл��
�Ĵ�������CHS002Nb����E347-16����ֺ���
����ֺ���ʹ��˵��
����ֺ�����ָ�۷�����и���������11%�����ĺ��������κ�����Ԫ�صĺ��������ຸ���з����Ϲ���ģ���������GB/T 983-
������ֺ���
CHR678
��D678��
���ϣ�GB��EDZ-B1-08
˵����CHR678��ʯī��ҩƤ�ĶѺ��������ɽ�ֱ�����á�
��;�����ڿ�ɽ�����������ĶѺ���
�۷������ѧ�ɷݣ� ������
C
W
����Ԫ������
1.50-2.20
8.00-10.00
��1.00
�۷����Ӳ�ȣ�HB��50 �ο���������DC +�� AC��
����ֱ����mm��
3��2
4��0
5.0
���ӵ�����A��
90-120
140-180
190-230
ע�����
1.���ڶѺ�������̼���ϸߣ���ȡ�ʵ���Ԥ�Ⱥͺ����䣬�ɼ�����������
2.��ǰ�����뾭300��決1Сʱ���ҡ�
��Ʒ����:
�������� ��������֤�ţ�XK06-142 0529
��������ʹ��˵��
���������ĺ�̼���ߣ���֯�����ȣ����Եͣ��������ڿɺ��Բ����IJ��ϡ��ں��ӹ������ײ����ڣ����ƺ�����ȱ�ݣ�������������Ժ������������̶�Ҫ��Ҳ�ϸߣ�����������ֿɷ�Ԥ�Ⱥ�����̬�����֡�
Ϊ�˱�֤����Ч��������������к��Ӵ�ʩ������ͬ����������ȱ�ݺ���ʱ�ο���ѡ�á�
EZC�ͻҿ���������
EZC ��оǿʯī����ҩƤ�����������ɽ���ֱ�����á���о��������ҩƤ�м�������ʯī��Ԫ�أ������ڻ�����ȴʱ�ɱ�ɻҿ���������ȴ�ٶȿ죬�ͻ�����ڶ����ӹ�����ȴ�ٶȶ������ӹ��Ժͺ�����֯Ӱ��ܴ���Ϊ������������һ���亸������ͬ���ú���Ҫ������ʩ���������£���ʹ���컺�䡣 �ҿ������������֯�����ܡ���ɫ��������ĸ����������������Բ�����ɳۺ���Ӧ��������Ӧ���������ܽϲС�ͱ��ڼ��նȽ�С��λ��ȱ�ݣ����Բ�Ԥ�Ⱥ�����һ����ӦԤ����400�����ٺ��������䣬�������Է�ֹ���ƺͰڡ�
EZNi�ʹ�����������
EZNi���Ǵ���оǿʯī����ҩƤ������������ֱ�����ã��ɽ���ȫλ�ú��ӡ�ʩ��ʱ�������ɲ�Ԥ���������亸�����п����ԡ������ӹ��ԡ��������ռ���ѧ���ܵ��ۺ����ܽϺõ�һ�ֺ������㷺ʹ���������������ӹ���IJ�����
EZNiFe�ʹ�����������
EZNiFe���Ǵ���оǿʯī����ҩƤ��������������ֱ�����ã��ɽ���ȫλ�ú��ӡ�ʩ��ʱ�������ɲ�Ԥ�ȣ�����ǿ�ȸߡ����Ժá�����������������ĸ���ۺϺõ��ص㡣��������Ҫ�ҿ���������ī�����IJ�����
EZNiCu����ͭ�������� EZNiCu������ͭ�Ͻ�оǿʯī��ҩƤ��������������ֱ�����ã��ɽ���ȫλ�ú��ӡ��������ܺ������ӹ����ܽӽ����ͺ����������������ʽϴ����������ǿ�Ƚϵͣ��������ڸնȴ���������������ڳ��»����Ԥ����300���Һ��ӡ�����ǿ��Ҫ�ߣ�����Ҫ��õĻҿ������IJ�����
��������������
ҳ��
���
�����ƺ�
ҩƤ����
��������
��Ҫ�ɷ�(��о)
��Ҫ��;
254
1
CHC100
ʯī��
��ֱ��
̼��о
һ��ҿ������Ǽӹ��溸��
255
2
CHC116
������
��ֱ��
̼��о
��ǿ�Ȼҿ�����������
255
3
CHC117
������
ֱ��
̼��о
��ǿ�Ȼҿ�����������
256
4
CHC208
ʯī��
��ֱ��
̼��о
һ��ҿ�����������
257
5
CHC308
ʯī��
��ֱ��
����о
��Ҫ�ҿ��������ڼ��ͼӹ��溸��
258
6
CHC408
ʯī��
��ֱ��
�����Ͻ�
��Ҫ�ҿ��������ڼ��ͼӹ��溸��
259
7
CHC508
ʯī��
��ֱ��
�����Ͻ�
ǿ�Ȳ��ߵĻҿ�����������
��Ʒ����:
�Ѻ�����
������ ATLANTIC
��������֤�ţ� XK06-142 0528
�Ѻ�����ʹ��˵��
�Ѻ����ڹ��������ⲿλ��һ������ĺϽ��棬��Ŀ������߹�������ĥ����ʴ�����ȵ����ܡ���������̼ͨ�ظֹ�����ĥ�����϶Ѻ�һ����ĥ��Ͻ𣬲������Խ��ͳɱ����ҿ��Ի��������ۺ����ܡ����öѺ��������ܵ�ĥ���ʴ�Ĺ����Ƕࡢ�졢�á�ʡ�ķ����� �Ѻ���������������ʮ�ָ��ӣ��Ѻ�ʱ������ݲ�ͬ��Ҫ��ѡ�ú��ʵĺ�������ͬ�ĶѺ������ͶѺ�����Ҫ���ò�ͬ�ĶѺ����գ����ܻ������ĶѺ�Ч�����Ѻ���������������ǿ��ѣ���ֹ���ѵķ�����Ҫ�Ǻ�ǰԤ�ȡ������䡣�����빤������������ĺ�̼���ͺϽ�Ԫ�صĶ����йء�����Ԥ���¶������������õĺ��Ӳ��ϵ�̼���������㣬̼������ʽ���£�
Ceq=C+1/6Mn+1/24Si+1/5Cr+1/4Mo+1/15Ni (�˹��㷨�����ڵ͡��С���̼�ֺ͵ͺϽ�ֲ���)
̼����������
Ԥ���¶�
̼����������
Ԥ���¶�
0��40
100������
0��70
250������
0��50
150������
0��80
300������
0��60
200������
�Ѻ�Ч������Ѻ����Ӳ�ȡ���ĥ���������ܵ��뺸�ӵ������绡���̵Ȳ����Ĺأ������绡������Ͻ�Ԫ�������𣬵���С�绡�̣���ԺϽ�Ԫ�ع��������� ��Щ�Ѻ����������ò�ͬ���ȴ��������õ���ͬ��Ӳ�ȡ��Ѻ�������Ӳ�Ⱥͻ�ѧ�ɷ֣�һ����ָ�Ѻ��������ϵĶѺ��������ԡ�
�Ѻ�����������
ҳ��
���
�����ƺ�
ҩƤ����
��������
��Ҫ��;
219
1
CHR107
������
ֱ ��
���µ�Ӳ�ȶѺ�
220
2
CHR112
�Ѹ���
��ֱ��
���µ�Ӳ�ȶѺ�
221
3
CHR127
������
ֱ ��
���µ�Ӳ�ȶѺ�
222
4
CHR132
�Ѹ���
��ֱ��
���µ�Ӳ�ȶѺ�
223
5
CHR172
�Ѹ���
��ֱ��
���µ�Ӳ�ȶѺ�
224
6
CHR207
������
ֱ ��
���µ�Ӳ�ȶѺ�
225
7
CHR212
�Ѹ���
��ֱ��
���µ�Ӳ�ȶѺ�
226
8
CHR227
������
ֱ ��
��ʯ����ɳĥ����Ѻ�
227
9
CHR237
������
ֱ ��
��ɳ����ʴĥ����Ѻ�
228
10
CHR256
������
��ֱ��
���̸ֶѺ�
229
11
CHR266
������
��ֱ��
���̸ֶѺ�
230
12
CHR276
������
��ֱ��
����ʴ���̸ֶѺ�
231
13
CHR307
������
ֱ ��
������ٸֵ������Ѻ�
232
14
CHR322
�Ѹ���
��ֱ��
���ģ���������߶Ѻ�
233
15
CHR326Ni
������
��ֱ��
���ģ���������߶Ѻ�
234
16
CHR327
������
ֱ ��
���ģ���������߶Ѻ�
235
17
CHR337
������
ֱ ��
�ȶ�ģ�Ѻ�
236
18
CHR397
������
ֱ ��
�ȶ�ģ�Ѻ�
237
19
CHR507
������
ֱ ��
1Cr13���ŶѺ�
238
20
CHR507Mo
������
ֱ ��
1Cr13���ŶѺ�
239
21
CHR507MoNb
������
ֱ ��
1Cr13���ŶѺ�
240
22
CHR517
������
ֱ ��
2Cr13���ŶѺ�
241
23
CHR547MoA
������
ֱ ��
��ѹ���ŶѺ�
242
24
CHR547Mo
������
ֱ ��
��ѹ���ŶѺ�
243
25
CHR577
������
ֱ ��
��ѹ���ŶѺ�
244
26
CHR608
ʯī��
��ֱ��
��ɳĥ����������Ѻ�
245
27
CHR618
ʯī��
��ֱ��
����ɳ����ʴĥ����Ѻ�
246
28
CHR646
������
��ֱ��
����ĥ����Ѻ�
247
29
CHR648
ʯī��
��ֱ��
����ĥ����Ѻ�
248
30
CHR678
ʯī��
��ֱ��
��ɳ��������Ѻ�
249
31
CHR698
ʯī��
��ֱ��
��ɳ��ǿĥ����Ѻ�
250
32
CHR707
������
ֱ ��
��ɳ��ǿĥ����Ѻ�
-
��������ͨ��ˮ����ͨ��Ͱ�绰15

-
��������EVA��ˮ�峤˿400

-
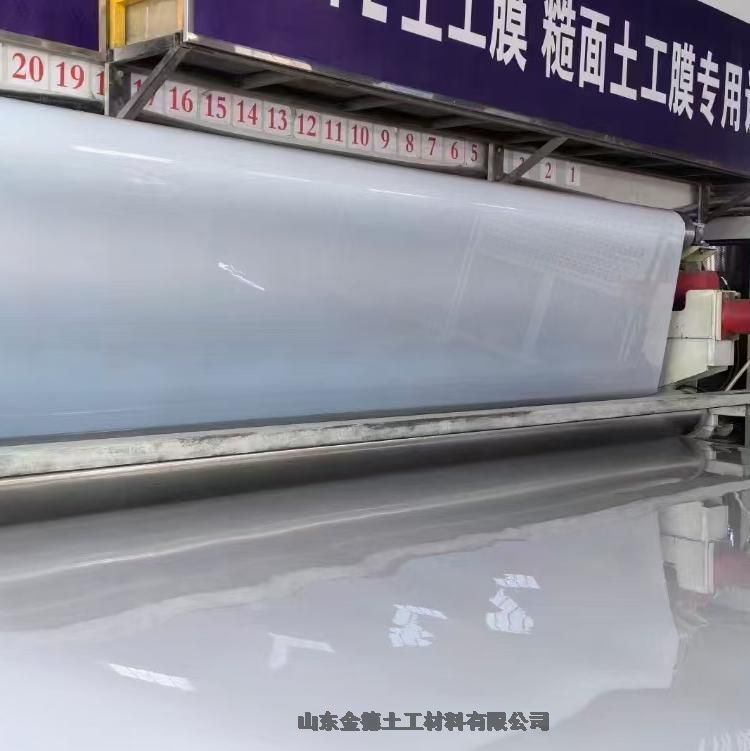
1.2mm��EVA��ˮ�峤˿����
-
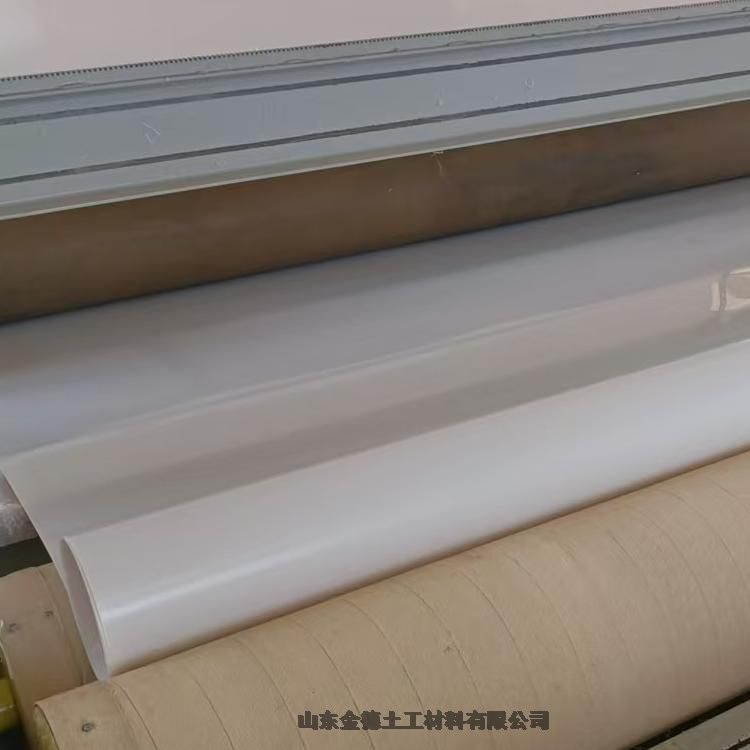
����ʽ1.2mmEVA��ˮ����
-
EVA��ˮ��2.0mm��˿����

-
EVA��ˮ��2.0mm��˿����

-
����2����EVA��ˮ�峤˿35

-
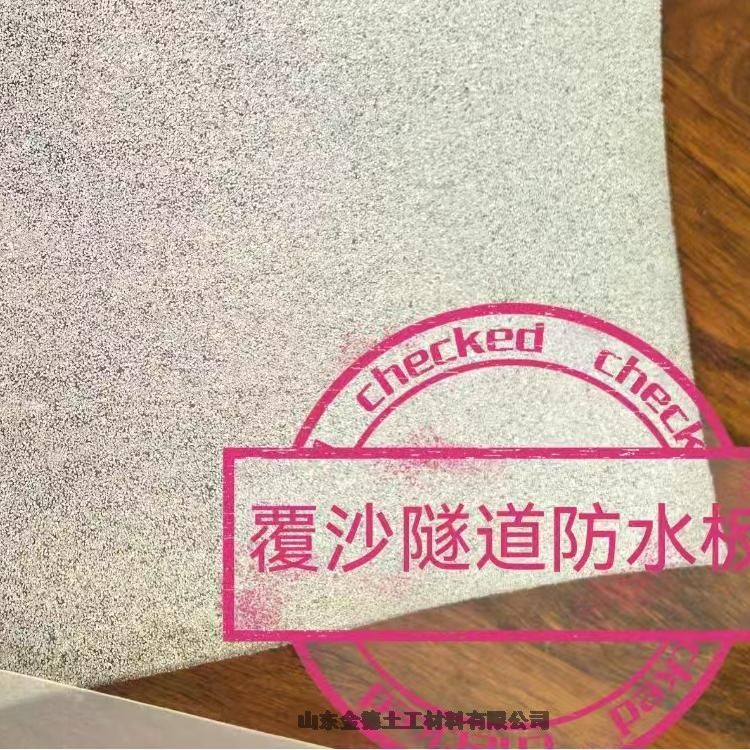
��ɰ����EVA��ˮ�����300g
-
����ʽEVA��ˮ��1.5�����
-
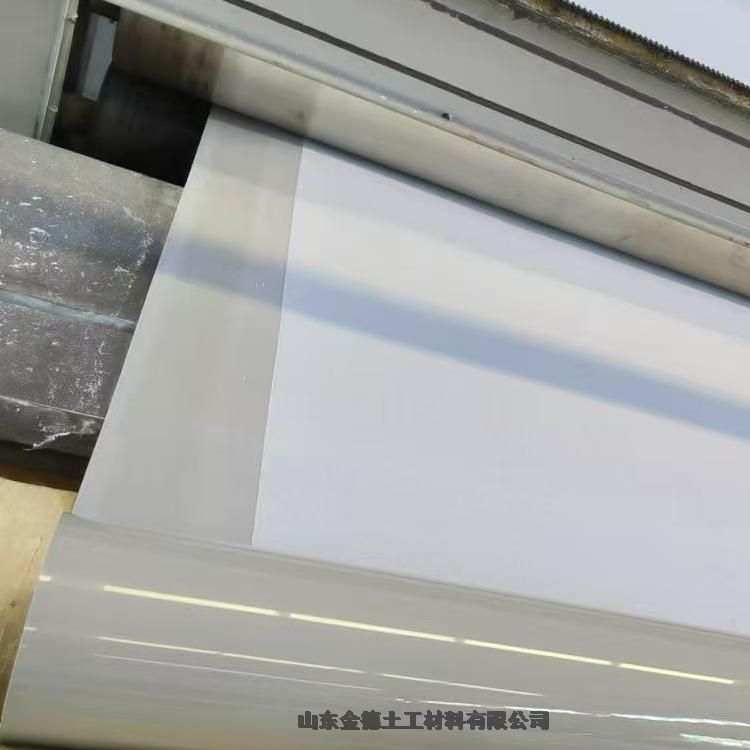
������ɫEVA��ˮ������������

-
��ɰ����EVA��ˮ�����300g

-
EVA��ˮ��1.2mm��˿����

-
�ɰ�ɫ����EVA��ˮ����������
-
1.5mm��EVA��ˮ��300��
-
1.2mm��䳲EVA��ˮ�����

-
��������ͨ��ˮ����ͨ��Ͱ�绰15
-
��������EVA��ˮ�峤˿400
-
1.2mm��EVA��ˮ�峤˿����
-
����ʽ1.2mmEVA��ˮ����
-
EVA��ˮ��2.0mm��˿����
-
EVA��ˮ��2.0mm��˿����
-
����2����EVA��ˮ�峤˿35
-
��ɰ����EVA��ˮ�����300g
-
����ʽEVA��ˮ��1.5�����
-
������ɫEVA��ˮ������������
-
��ɰ����EVA��ˮ�����300g
-
EVA��ˮ��1.2mm��˿����
-
�ɰ�ɫ����EVA��ˮ����������
-
1.5mm��EVA��ˮ��300��
-
1.2mm��䳲EVA��ˮ�����