

�������ƣ���ݸ���ν�������������˾
��ϵ�ˣ�����������
��ϵ�ֻ���
�̶��绰��
��ҵ���䣺2729582310@qq.com
��ϵ��ַ����ݸ�г�����ɳͷ��ҵ��
�ʱࣺ523850
��ϵ��ʱ����˵�������ͽ������Ͽ����ģ�лл��
1065�ȴ������� 1065���ɸִ��� ���ɸְ�1065���ɸ�Բ�� 1065���ɸֱ��� ��Ӳ��ɸ�1065����






���ɸּ�飺
�����u�쵯�ɻ����Ƶ�����������ĸ��ࡣ���иߵĵ��Լ��ީpƣ�ͼ���(������ȱ��ƣ�ͼ���)�Լ�һ�����n�����Ժ����ԩo��Ҫ���n���p�ȶ��غɻ����L���Խ���Ӧ����������ʹ�á������ڸ���״̬�¹����ĵ��ɶ�Ҫ�����õı��������ͽϸߵĿ�ƣ�����ܡ��ڹ��������ϩo�辭���p�ػ�ĵ��ɸ֩oӦ����һ���Ĵ��ԩo������̼�o���������Եͺ����Խϸߩo����״̬����춳��Ρ��u��С�ߴ絯���õĸ�˿Ҫ�о��ȵ�Ӳ�Ⱥ�һ�������ԡ�
����:���ɸ�
�ƺ�:SAE1065���ɸ�|ASTM1065���ɸ�
��1065���ɸ�����:
��ݸ����SAE1065���ɸ��ʵ��ȴ���������Ӳ������нϸ�ǿ���뵯�ԡ������Բ���,���γ�����,���˺���,�������Բ�,��������Ե�,���Բ���,һ������ʹ�,����������ˮ������,�������������ص�������ͬ��̬����ƣ��ǿ�ȿ���Ͻɸ��൱��
ASTM1065�и�̼���ɸ֡��ø־��ȴ���������Ӳ������нϸ�ǿ�ȡ�Ӳ���뵯��,��������Ե�,�����Բ���,һ������ʹ�,������������ˮ�����������������Ӳ����
��1065���ɸֻ�ѧ�ɷ�:
̼(C)0.62~0.70
��(Mn)0.50~0.80
��(Ni)��0.30
��(Si)0.17~0.37
��(P)��0.035
��(S)��0.035
��(Cr)��0.25
ͭ(Cu)��0.25
��1065���ɸ���ѧ����:
����ǿ�� ��b (MPa)��695,
����ǿ�� ��s (MPa)��410,
�쳤�� ��5 (%)��10,
���������� �� (%)��30,
Ӳ��HBS:δ�ȴ�����255;
�˻�֡�229,����ë���ߴ�:25mm
��1065���ɸ��ȴ�������:
810������,����¶�780-830��,
�ͻ�ˮ��ȴ;�ػ��¶�400-600�档
��1065���ɸֵ���Ӧ�þ���:
1065���ɸ���Ҫ�������쵯�ɡ�����Ȧ�����ֵ�Ȧ��������Լ�����һ���е�е��ᡢ������ƫ����ȡ�
���ɸ��ƺţ�
�����ҿ��ֵ��ɸ֣�1065��1070��1084��1566��1572��9255��9260��5155��5160��4151��6150��51B60H��
�й����ɸ֣�65��70��65Mn��70Mn��55Si2Mn��55SI2MnB��55SI2MnVB��60Si2Mn��60Si2MnA��60SI2CrA��60Si2CrVA��55CrVA��60CrMnBA��55CrMnA��60CrMnA��60CrMnOA��30W4Cr2VA��70Si2CrA��55CrSiA��
̨���иֵ��ɸ֣�SK3��SK5��SK7��SKS51��S55C��S65C��SK85��SK4��SK85��T8A��T12A��T10A��
�¹���˹�ص��ɸ֣�C67E��CK67��C75E��CK75��C85E��CK85��C101E��CK101��38Si6��38Si7��46Si7��51Si7��55Si7��56Si7��65Si7��71Si7��60SiMn��51MnV7��54SiCr6��60SiCr7��67SiCr7��55Cr3��51CrV4��50CrV4��58CrV4��51CrMO4��45CrMOV6-7��52MnCrB3��
�ձ�ס�ѵ��ɸ֣�SUP3��SUP6��SUP7��SUP9��SUP9A��SUP10��SUP11A��SUKP12��SUP13��S50C-CSP��S55C-CSP��S60C-CSP��S65C-CSP��S70C-CSP��SK5-CSP��SUP10-CSP��
Ӣ�����ɸ֣�251A58��251A60��251H60��525A58��525A60��525A61��685A57��685H57��704A60��704H60��705A60��705H60��735A51��735H51��735A54��805H60��925A60��060A96��070A72��070A78��080A52��080A67��060A96��070A72��090A65��685A55��735A50��
���ɴ��ʱ������ȱ�ݼ���ֹ��ʩ��
����̼(����ʹ������)--1��������ԡ¯���������ռ���¯���ȡ�2�����ÿ��ټ��ȹ��ա�
�����Ӳ�Ȳ���,�������������϶�,�IJ�����������(�����Ͳд����,����ʹ������)
1��ѡ�ô��ԽϺõIJ��ϡ�
2�����ƴ����ȴ������ȴ������
3�����ɽ�����ȴ�����¶�Ӧ������Ar3����
4���ʵ���ߴ������¶ȡ�
�����(��������)
1���ϸ���Ƴ��ͼ��������¶ȡ�
2����ǿ���ʱ�Ľ�����顣
�迪��(��������,���ؽ���ʹ������)
1�����ƴ������¶ȡ�
2�����ʱ�䵽250-300Cʱ,ȡ�����䡣
3����ʱ�ػ�
������ע�����
���ȴ���ǰ�������Ƿ�����̼�����Ƶ�ȱ�ݡ���Щ����ȱ�ݽ����صؽ��͵��ɵ�ƣ�ͼ��ޡ�
�ڴ�����Ӧ�ر�ע���ֹ���Ⱥ���̼,������ԡ����,����¯������,�ϸ���Ƽ����¶���ʱ�䡣
��Ϊ���ٱ���,�����ڼ���ʱ��װ¯��ʽ,�о���ʽ����ȴʱ������ȴ������
�ܴ���Ҫ����ػ�,����Ҫ�������ס��ػ������ܷ�ֹ�ػ���Ժ���ɱ���ѹӦ��,���ƣ��ǿ�ȡ�
�������
���ȴ���ǰ��
�������ֲĵ����Ʊ������������Ƴɵ��ɺ�ı���,�ʲ�Ӧ�����ơ��۵����̡߰����ơ����ݡ��в��ѹ�������Ƥ�ȡ�
(��)������̼��������ʲ���ɵ�ƣ��ǿ��,Ӧ���涨������̼�����ȡ�
�ȴ�����
(��)���ۻ�ͱ��Ŵ۲쵯�ɱ��IJ�Ӧ�����ơ���ʴ�������صĴ����Ρ�
(��)Ӳ�ȼ�������Է��Ϲ涨����������ʱ,������ﱵ����Ӳ��,������ע��ﱺ�λ��Ӧ��Ӱ�쵯�ɵ���ȡ�
(��)������֯Ӧ����������������������Ļ����֯��
(��)���װ���,ͨ����Ҫ
-
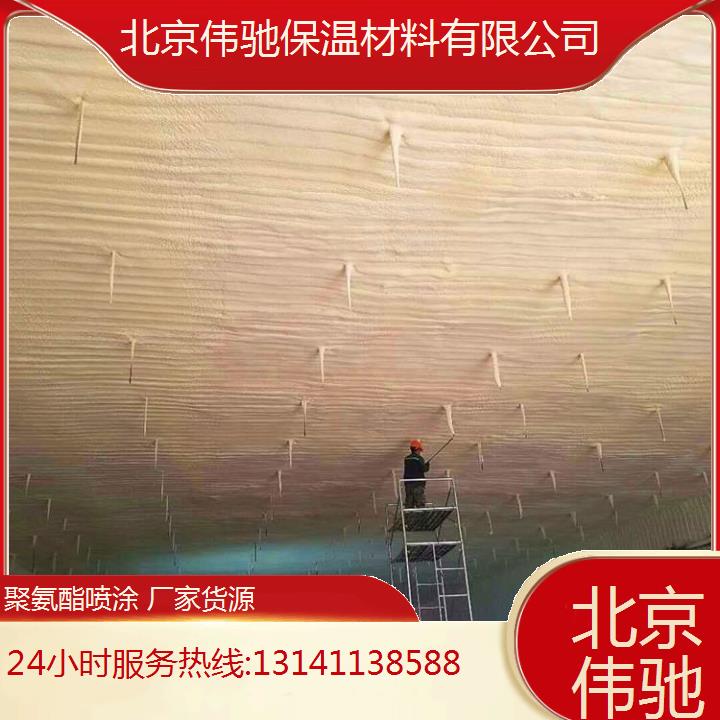
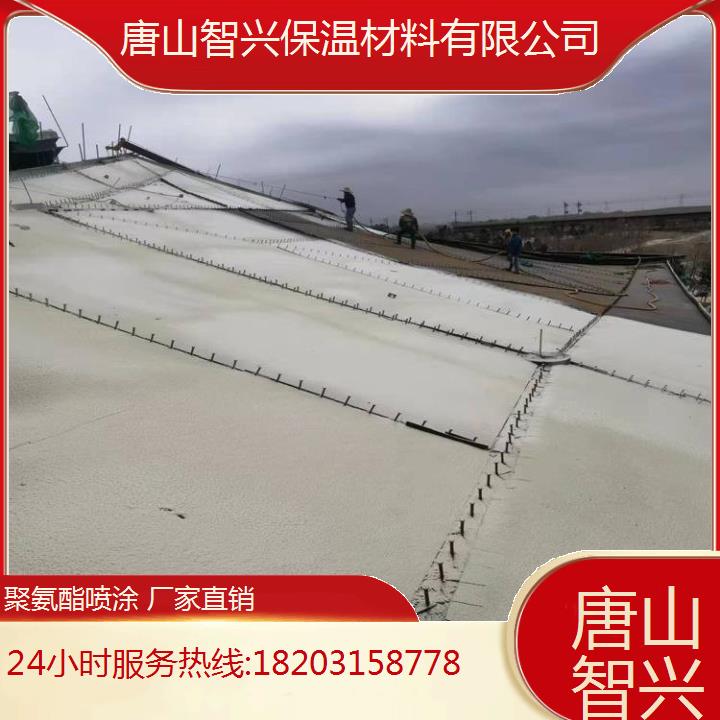
��������������۰�����Ϳʩ������

-
��������������۰�����Ϳʩ������

-
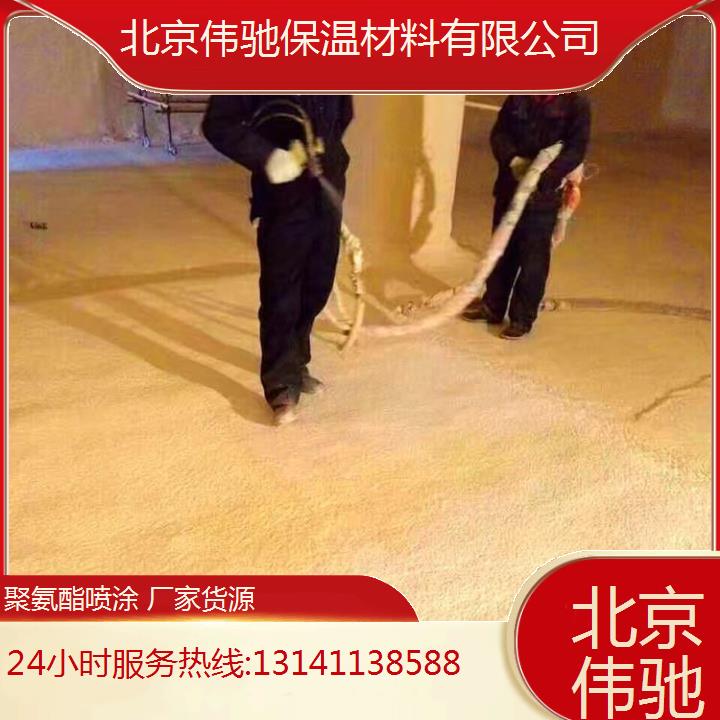
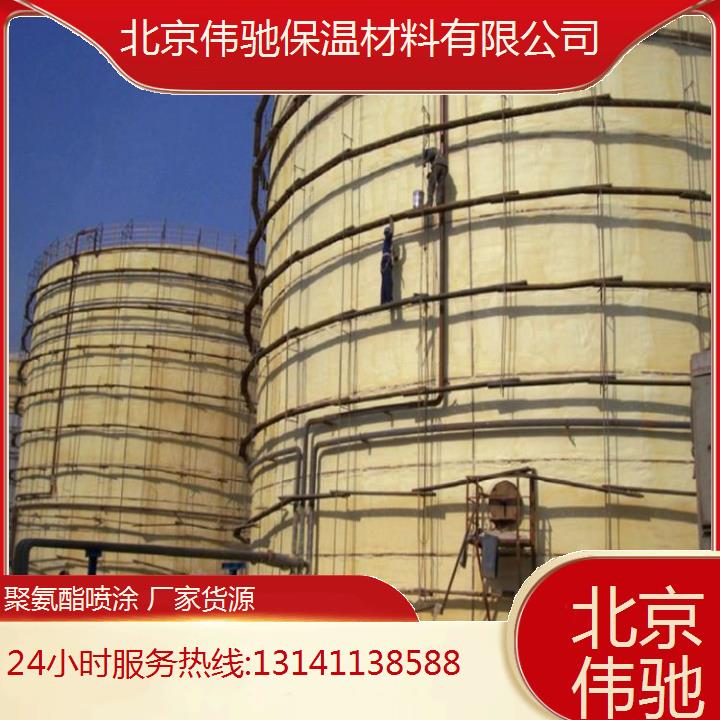
������̨������۰�����Ϳʩ������
-
����˳�����۰�����Ϳ���ݳ�������
-
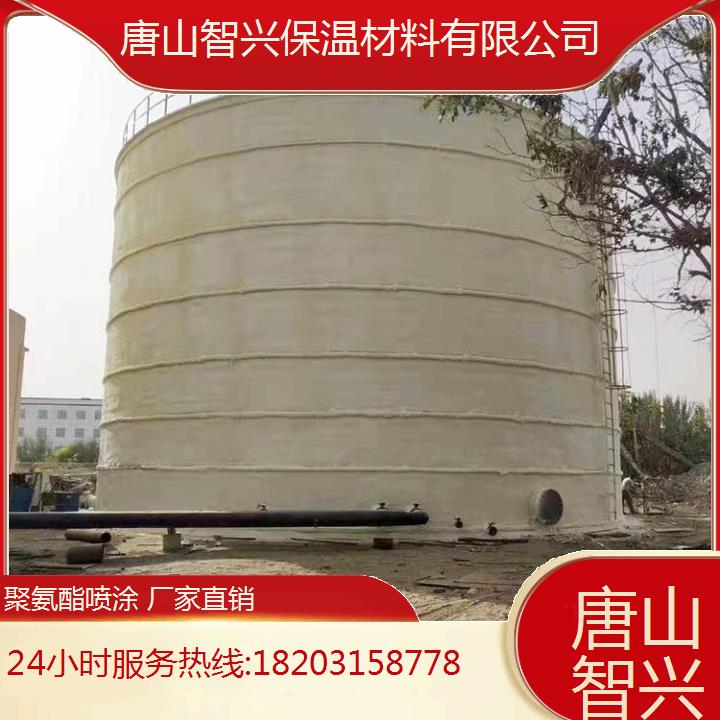
��ɽ«̨���ÿ���������۰�����Ϳ
-
������������ǽ�۰�����Ϳʩ������
-
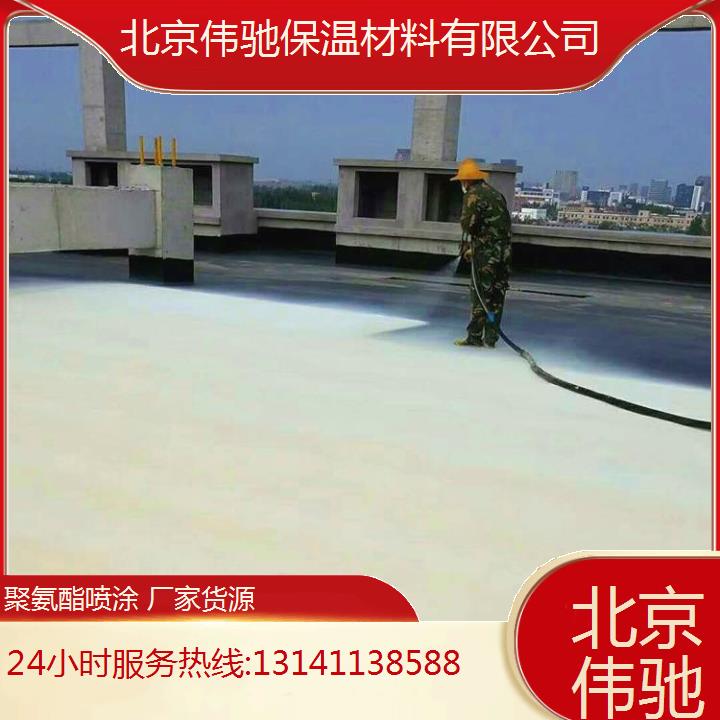
�ӱ���ɽ�۰�����Ϳ���ݳ��ҵ绰B

-
������̨���������۰�����Ϳ20

-
����ʯ��ɽ���������۰�����Ϳ��
-
��ɽ��������۰�����Ϳʩ����ַ��
-
�����������۰�����Ϳ��������ǽ��
-
��ɽ���Ƹ۾۰�����Ϳ���ݼ۸�

-
����ƽ���۰�����Ϳ�ֳ�ʩ��20

-
����˳�����۰�����Ϳ�����ݶ���ů
-
��ɽ���ֳ��۰�����Ϳ���ۺ����

-
��������������۰�����Ϳʩ������
-
��������������۰�����Ϳʩ������
-
������̨������۰�����Ϳʩ������
-
����˳�����۰�����Ϳ���ݳ�������
-
��ɽ«̨���ÿ���������۰�����Ϳ
-
������������ǽ�۰�����Ϳʩ������
-
�ӱ���ɽ�۰�����Ϳ���ݳ��ҵ绰B
-
������̨���������۰�����Ϳ20
-
����ʯ��ɽ���������۰�����Ϳ��
-
��ɽ��������۰�����Ϳʩ����ַ��
-
�����������۰�����Ϳ��������ǽ��
-
��ɽ���Ƹ۾۰�����Ϳ���ݼ۸�
-
����ƽ���۰�����Ϳ�ֳ�ʩ��20
-
����˳�����۰�����Ϳ�����ݶ���ů
-
��ɽ���ֳ��۰�����Ϳ���ۺ����