商铺名称:中原钢管制造有限公司
联系人:贾经理(先生)
联系手机:
固定电话:
企业邮箱:417074843@qq.com
联系地址:盐山县城南开发区
邮编:61300
联系我时,请说是在新型建材网上看到的,谢谢!
商品详情
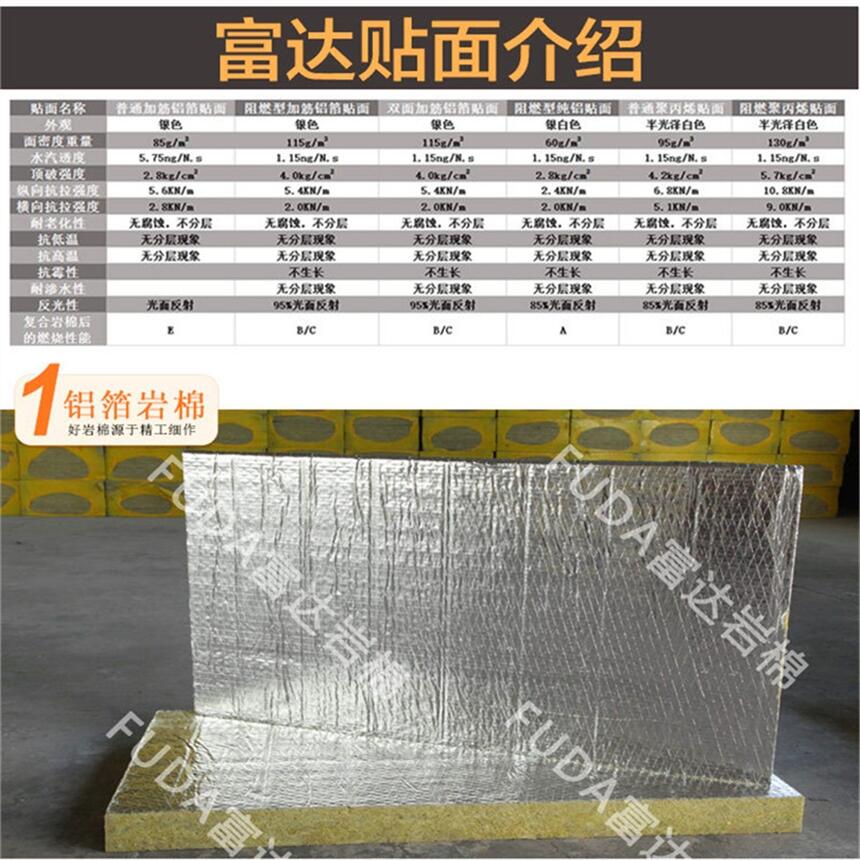
黑夹克聚氨酯保温钢管常用的保温材料是硬质聚氨脂泡沫塑料,适用温度为。这种材料质地松软,为提高其强度,在隔热层外面加敷一层高密度聚乙烯层,形成复合材料结构,以防止地下水渗入保温层内。黄夹克聚氨酯发泡保温管泡沫具有良好的机械性能和绝热聚氨酯保温管应用:聚氨酯保温管用于室内外各种管道,集中供热管道,中央空调管道、化工、等工业管道的保温、保冷工程。概述?聚氨酯发泡保温管自三十年代聚氨酯合成材料诞生以来,一直作为一种优良的绝热保温材料而得到迅速发展,其应用范围也越来越广泛,更由于其施工简便、节能防腐效果显著而被大量地用于各种供热、制冷、输油、输汽等各种管道。大量地用于各种供热、制冷、输油、输汽等各种管道黄夹克保温钢管直埋预制保温管由输送介质的钢管,聚氨酯硬质泡沫保温层和高密度聚乙烯外套管紧密结合而成,该产品主要用于城镇集中供热管网,石油输送管线,高寒地区输水管线及厂区工业管道工程,它具有高效保温、防水防腐和施工简便,不怕植物根刺的优点,施工不需地沟敷设,能在0.米冻土层内直埋,热损失比传统工艺可降低40%,使用寿命比其他绝热防腐材料提高3-5倍以上,使用寿命可达30年硬质泡沫直埋管,用于集中供热管道,各种制冷及工业管道。 产品是由聚氨酯保温层、缠绕玻璃钢做外保护层、形成的产品,具有很好的机械强度和优良的耐腐蚀性能。它能保护管材在运输、安装及使用过程中不受外界因素引起的破坏。此类保温管外护管为不饱和树脂与玻璃纤维组成具有较高强度与耐腐蚀性,可架空亦可直埋。聚氨酯保温管特点: 聚氨酯保温管具有容重轻、天元出品,必属精品。强度高、绝热、隔音、阻燃、耐寒、防腐、不吸水、施工简便快捷等优异特点,已成为建筑、运输、石油、化工、电力、冷藏等工业部门绝热保温、防水堵漏、密封等不可缺少的材料。1、导热系数小聚氨酯泡沫的导热系数在保温材料中是最低的,因此能使物料的热损失减少到最低限度。2、防水、防腐、耐老:由于聚氨酯泡沫的闭孔率达92%以上,因此,用聚氨酯泡沫作为直埋管道的保温层,不仅可以起保温隔热作用,而且能有效地防止水,湿气以及其它多种腐蚀性液体、气体的浸透,防止微生物的滋生和发展。聚氨酯保温管以其优良的性能,方便的施工及使用年限长而倍受人们欢迎。聚氨酯发泡保温管产品介绍如下;聚氨酯发泡保温管主要优点:保温性能好,热损失少,为传统管材的25%,长期使用可节约大量能源施工方便,综合造价低,具有优良的耐腐蚀性、耐冲击使用寿命长,可达0年。高密度聚乙烯外护管聚氨酯泡沫塑料预制直埋保温管 以其优良的性能,方便的施工及使用年限长(30年-50年)而倍受人们欢迎,其结构为:外保护层、保温层、防渗漏层三部分,外保护层材料为聚乙烯夹克管或玻璃钢或其它材料。敷设方式有直埋、架空、地沟三种方式。

螺旋管作为传统螺旋钢管工业中的一个分支,早年开展螺旋钢管主要是满意热力和石油工业所需的中心资料,具有很强的专业性,但数量需要小,难以规模化出产然后致使公司效益低一级特色。可是跟着工业构造晋级,下游配备制作对基础资料的要求越来越高,商品的附加价值也越来越高,螺旋钢管具有宽广的开展空间。螺旋钢管与螺旋管的焊接方法一致,但螺旋管不可避免地会有许多的丁字焊缝,因而存在焊接缺点的机率也大大提高,并且丁字焊缝处的焊接剩余应力较大,焊缝金属通常处于三向应力状况,添加了产生裂纹的可能性。螺旋钢管能够依据外形尺寸,长度外观质量来判别螺旋钢管的质量。螺旋管在螺旋钢管中的份额近几年不乱在42%~45%左右,焊管有上升的趋势。螺旋钢管与焊接螺旋钢管对比是资料的可靠性和种类习惯性强,特别习惯厚壁和合金钢的出产。螺旋钢管的强度通常比螺旋管高,能用较窄的坯料出产管径较大的焊管,还能够用相同宽度的坯料出产管径不同的焊管。螺旋钢管的表面上看螺旋钢管的制作技术是不是精致,通常来说好的螺旋钢管公司在出产方面肯定会认真仔细,不会有一些摩擦瑕疵等呈现,另一方面要击打金属螺旋钢管,如果声响很脆并且回音不是很浑浊的话说名螺旋钢管才是是选用的最新的,而不是废旧螺旋钢管收回使用的。设计出产新构造的螺旋钢管,如双层螺旋钢管,即用厚度为管壁一半的带钢焊成双层管,不只强度比同厚度的单层管高,且不会呈现脆性损坏;施工便捷,过程简化方便快捷,加工厂和现场均可施工。技术相对来说简略,无需严重设备和场所。通常螺旋钢管机组均选用在线接连查验方法来确保焊缝的的焊接质量,这是螺旋钢管出产差异于螺旋管出产的另一主要特征。接连查验有利于焊接缺点的监控、焊接质量的安稳、焊接等级的确保。由于出产技术的约束,螺旋管极难完成接连不间断查验。这将使焊接危险与质量问题的呈现机率添加,甚至影响将来管线运转的全体作业可靠性。

由于直缝钢管生产的核心工序就是焊接,尤其是高质量的石油天然气钢管,质量要求高,焊接量大,因此要求在确保优良焊接质量的同时尽可能地提高焊接效率。而直直缝钢管焊缝长度大(通常单支长度为12m左右)且焊缝处于水平位置,从而催生了多丝埋弧焊的应用和发展。目前在制管行业丝数已发展到4~5丝。与传统的单丝埋弧焊相比,具有如下优点:单丝埋弧焊由于焊接熔池体积小、质量小、存在时间短、结晶冷却速度快,在一定的焊接规范下,焊速受到限制,一般为300~600mm/min,过快的焊速极易导致熔池冷却结晶速度快而产生焊接缺陷,过慢的速度又导致热输入过大、热影响区增宽而使接头性能下降、生产效率低。而多丝埋弧焊大都是多丝纵向串列,在焊接过程中形成一个共用熔池,三丝焊时熔池长度即可达到80~100mm以上,熔池存在时间长、冶金反应充分,有充裕的时间供气体和杂质浮出。焊接质量好,只要工艺和规范控制的好,焊接缺陷很少。焊速可达到1.0~2m/min以上,生产效率高。比单丝埋弧焊高3~5倍。30mm以下产品内外焊各一道即可完成。同时通过采用合理的坡口形式、匹配高韧性焊丝和高韧性高速烧结焊剂和合理的焊接工艺规范参数,完全能满足高质量焊管对接头的质量要求,焊接过程主要靠设备能力和工艺保证,对焊工技能水平要求不高,便于实现机械化流水线生产。多丝埋弧焊机组焊接装置:内焊装置由机械系统、电气控制系统、焊接系统、焊剂供给及回收系统、摄像监视系统五部分组成。其中机械系统主要包括:焊接机头、悬臂梁、悬臂梁支撑机构、焊缝跟踪调节系统、机座及地线升降架等。外焊装置比内焊相对简单一些,省略摄像监视系统、悬臂梁支撑机构、焊剂供给和回收机构也较简单,其余与内焊基本相同。焊接及电气控制系统:焊接系统主要由焊接电源、送丝控制装置和送丝机、地线导电刷等组成,基本配置一般为:前丝为林肯DC-1500 一台,后续各丝为林肯AC-1200 N台。送丝机控制装置:DC 配NA-3S、AC配NA-4,送丝机型号为NA-3SF。电气控制系统主要由主控制柜、操作台(含PLC、变频器、焊接参数采集系统、人机界面等)、摄像监视系统(摄像头、显示器)组成。
在线询盘/留言