商铺名称:沧州恒诚管件有限公司
联系人:张万里(先生)
联系手机:
固定电话:
企业邮箱:260925004@qq.com
联系地址:河北省沧州市盐山县
邮编:61300
联系我时,请说是在新型建材网上看到的,谢谢!

大口径不锈钢弯头属于薄壁类零件,对于薄壁类零件的加工,工艺难度较大。通常的加工工艺是用模具压制出多块壳体,然后焊接完成。很多工序需要不同的夹具或模具,制造成本高且周期长,大型薄壁类零件工艺性极差。液压胀型技术的发展,为大型薄壁类零件的成型加工提供了新的途径。
无模液压胀型技术是一种新型液压成形技术,具有成本低、加工周期短、成形好等显著特点。其基本工艺过程是:先由平板或经过滚弯的单曲率壳板,焊接成封闭的近似理想形态的多面壳体。然后在封闭的多面壳体内加压,在内部压力的作用下,壳体产生塑性变形而逐渐趋于理想形态。
该技术自发明以来,先后被应用于供水、造纸、造型装饰和液化气等行业,采用该技术已经制造了很多球形容器和装饰品,其中最大直径达9400mm,最大壁厚24mm。随着该制造技术的不断发展和完善,在此基础上提出了环壳无模液压成型弯头的工艺技术。该技术适用于结构简单的碳钢、铝合金、不锈钢等塑性金属材料工件,本文借鉴此技术,以舰用燃汽轮机排气装置为例,对大口径不锈钢弯头的制造工艺做一分析研究。
1大口径不锈钢弯头的工艺分析
1.1大口径不锈钢弯头
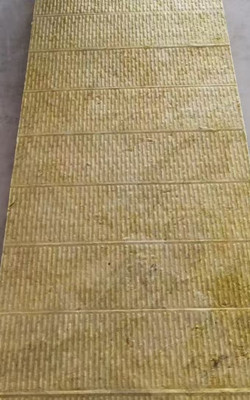
如图1所示的大口径不锈钢弯头,其材料为1Cr18Ni9Ti壁厚为2mm, 90度弯头,直径为1000 mm,弯头中心线曲率半径为R 1000mm,
不锈钢1Cr18Ni9Ti材料强度、硬度较低,塑性、韧性和耐腐蚀性较好,1Cr18Ni9Ti机械性能如下:
抗拉强度:不小于540MPa;屈服极限:不小于196MPa;延伸率:不小于42%。
1.2大口径不锈钢弯头的技术特点及基本工艺过程分析
大口径弯头的结构特点是弯头直径大(800mm以力、壁薄刚性差,不锈钢大口径弯头要求外貌光滑美观。采用中小型弯头的制造方法很难加工出这样的大口径弯头。中小型弯头常用的加工方法:铸造方法;分体压制成型后,焊接在一起的加工方法;分体切削加工后,焊接在一起的方法等。对于大口径不锈钢弯头采用上述方法很难甚至不能加工制造出来。采用铸造方法,制芯非常困难;采用切削加工很难找到这样大型的车铣设备,受设备及加工工艺限制;采用压制法很难制造出这样的大型模具,且成本非常高制造周期长。