

�������ƣ��麣�н��Դ�Ƽ�����˾
��ϵ�ˣ��˾�����������
��ϵ�ֻ���
�̶��绰��
��ҵ���䣺2890238323@qq.com
��ϵ��ַ���麣���������������1206��PIBO����2¥
�ʱࣺ519000
��ϵ��ʱ����˵�������ͽ������Ͽ����ģ�лл��
���������ɻ����ʺ��ڴ���������ࡢ��ҩ���ࡢ����������ࡢ�������ࡢҩ�����ࡢơ���������ࡢ��ά�����ࡢ�������ࡢ�������ࡢ�ͳ����ࡢ����������ࡢũҩ���ࡢ�л������ࡢ������ֳ���ࡢ���ϡ�Ⱦ�ϡ�����̡��ռ��������ء�ֲ��ơ�����������ĸ�������ᡢ���ۡ�ֲ�ﵰ�ס��ۡ���������ϡ�����������������ࡢƤ�����ࡢұ�����ࡢ�������ࡢ������ά��ˮ���ࡢӡȾ���ࡢӡˢ���ۡ���·�����ࡢ���׳����ࡢ��ҩ���ࡢ�����Ƽ����ࡢʳƷ���ࡢ�������ࡢ��ֽ���ࡢˮ���������������Ƹ����ࡢ�������ࡢ�������ࡢ��ˮ���ȸ������ࡢ�̷ϼ����ϵĴ�������˾���ڳ�ʪ�ȱü����ĵ�ʪ����ɻ��豸�����Ž��ķ�չ����ͨ��ʵ��������������¸ɻ���������������ຬˮ��ͻ���˴�ͳ���յ����ƣ��ܹ��ﵽ70%��10%������ں�ˮ80% �����࣬�����ɻ�����������������С60%�����ܺĽ�Ϊ��ͳ���յ�1/3��ÿ��ȡ1Kgˮ������0.33�ȵ磬����ͳ���պ�ɳ�1Kgˮ��Ҫ����1�ȵ����ϡ��ʺϲ��������������ҵ����ֽ�����ࡢ���ͳ����ࡢ���˳��������ࡢ��ֽ��β�����մ������ˮ��ơ�Ƴ��������ࡢ�Ƽ����ࡢʪ���������ࡢ�����к����ࡢ���������̡����㡢��������������ɽ���ࡢ��ʯ������������ˮ�೧���ࡢϴú�����ࡢ�ս�Ũ����������β���ࡢ������ת¯���ࡢ��¯��˹��ȡ�


������ҵ�ŷŵĸ�����ˮ�ж������о綾���ɷָ��ӣ�����������Ⱦ���ҹ��������������Դ��ˮ��Դ��������Ⱦ�Ѿ���Ϊ�й���ҵˮ��Ⱦ�����ص���ȾԴ������ˮ���ݵ����ຬ�д����IJ�ԭ����������(��)��ͭ��п�����������ؽ����������Լ����������� ���fӢ�������Ժ��ص��ѽ�����ж��к����ʹ��ˮ������70%-90%���ؽ���Ԫ����Ȼͨ�������������ת�Ƶ������С��ؽ���������������ģ�������õ���Ҫ���أ���Ϊ����ʩ�����������ؽ����������ڵر��㡣�����ؽ���һ���ܽ�Ⱥ�С�����ʽ��ȶ�����ȥ����������DZ�ڶ�������������Ͷ����Լ������л��ۣ������ǵ����Ľ��������ܴ��Σ��������������⣬��˾�з������ó�ʪ�ȱü����Ļ��������ɻ������������ຬˮ�ʽ���Լ20%��ʵ���˻�������Ĵ����������˾�������ɻ�����������ƣ�ռ�����С������Ҫ�⽨ƽ̨����ʡ������֧������ȫ�����Զ�����ϵͳ�����гɱ��ͣ������أ������ر����ø�λ��ֻ��ÿ������Ѳ��һ�Σ�ά���ɱ��ͣ���ά���ɱ����൱��ά��һ̨���������������Դ�ͨ������PLC�����������ֳ�������ɶȣ�30%��90%����ͬ���������¶ȵͣ��������ˮ�൱����ͨˮ�������ȱü����������ɻ���������������ܿ��Ʊ��֡�ֱ�ӽ�83%��ˮ������ɻ���10%��ֻ�赥��������ɣ�����ֶδ��á��ɻ������л�������ʧ��������ֵ�ߣ��ʺϺ�����Դ�����á���������67%����������80%���ɽ�Լ������������ɱ���PLC+���������ܿ��ƣ���ʵ��Զ�����п��ơ�ȫ�Զ����У���Լ�����˹��ɱ������ڼ��Ⱥ����������¶Ƚ�Ϊ40�棬��˱����˰�ȫ���⣬ͬʱ�����˳��������ɡ��豸�Ŀ���ѭ��ϵͳΪȫ��սṹ�����л�����������ζ��

ʹ�û��ڳ�ʪ�ȱü����Ļ��������ɻ���һ�ֻ�����Ч������ɻ����������
1). �����ܱ�ʽ�ɻ�ģʽ���������磬���谲װ���ӵij���װ�ã����õ��¸ɻ����̣�H2S��NH3�����������٣�
2)���ʺϰ�װ�ڳ�����ˮ��������ˮ(����ˮ��)���ü���ֱ�ţ�����Լ�ɻ���������ˮ�����ɱ���
3)��ֱ�ӽ�83%��ˮ������ɻ���10%,����ֶδ���(�磺���ѹ��+�ȸɻ�������ɻ�+��ʽ�ɻ���)���ɻ������л�������ʧ��������ֵ�ߣ��ʺϺ�����Դ�����ã���������67%����������80%���ɽ�Լ������������ɱ���
4)���ʺ�83%-50%��ˮ������ɻ���

5) �²������ɻ��¶ȴ�70������ʱ��ɴ�90min-120min,����Чɱ��96%���� ��
���������ɻ������ܽ�������
1)ռ�����С���������ص����ã����ӵ������ṹ���������裬��Լ�����ɱ�����װ���豸��װ����װ���������ڶ̣���ɰ�װ�ڵ����ҡ�
2)ȫ�Զ����У���Լ�����˹��ɱ���PLC+���������ܿ��ƣ���ʵ��Զ�����п��ƣ����Ϻ�ˮ�ʿ��������(10%-50%)���ɻ��¶ȿɵ���
3)���ò���ֵ������ϡ���ʴ���ϡ����������õ�Ʒ���������ʹ�������������й�����еĥ��ʹ������15�����ϣ��������ļ���ʹ�ù������㣻
�ҹ�������ˮ����������������صġ���ˮ���ࡱ�������ز��㣬�������С����ˮ�������������ʱ�����ǵ�����Ũ������ˮ����û
����ĸɻ�������ʹ����ũ�á���Ϊȼ��ʹ�á���������Ϊ�������صȴ���������Ϊ�˿��ܡ���˾�������ɻ���ˮ�������ɵ�������ɻ�ϵͳ����ͨ�������������ʹ��������ٶȣ���������ɻ���ʱ�䣬�Ӷ��õ���ͬ�����ʵ����࣬���ຬ���ʴ�30%-90%�ɵ����Ӷ����㲻ͬ���÷�ʽ�����ຬˮ�ʵ�Ҫ����������ͨ������ʹ�����е�ˮ�������������ڵ�ˮ����Һ̬״̬���ڲ����ƶ�����ɢ���������������������������ڲ�ֱ��������������ƶ�����ɢ��Ҫ�������ĸɻ��ٶȣ���Ҫ���������� 1��������ֽ�����������������������������ٶȣ�2��ʹ�ø��µ��������ͨ����ѹ��������������������²������Ӵ��ȵ��ƶ����� 3�����������������ǿ�����ȵĹ��̡�

��ʪ�ȱ�-����������ϵͳʹʪ�ȿ���������ʪͬʱͨ���ȱ�ԭ�����տ���ˮ������DZ�ȼ��ȿ�һ��װ�á���ʪ�ȱ�=��ʪ(ȥʪ����)+�ȱ�(��������)��ϡ����������ɻ������ó�ʪ�ȱö���������ȷ�ѭ��������ʪ��ɣ���ͳ�����ȸɻ�ϵͳ������90%ת�����ŷ�����ʧ(ˮ����DZ�ȼ��ȿ�������)����ʪ�ɻ��ǻ����ŷ���ˮ����DZ�ȺͿ������ȣ���ʪ�ɻ�����û���κη����ŷţ�

�ȱ�����COP����ֵCOPһ����3-5֮�䣬����ͳ�ɻ����ȹ���4kw���ȱøɻ���ֻ��Ҫ����1kw�繦�ʡ���Դ=������ˮ��������ͷ������ȳ�ѹ����-30��ʱ2424KJ/kg; 60��ʱ2355KJ/kg, 100��ʱ2258KJ/kg (ú��ֵ18000KJ/kg)��
���ຬˮ�ʸߣ�����Ӵ��л��ﺬ���ߣ����ܶ�������������������ˮ����ˮ�ɱ��ߣ��ؽ�����ϸ���������ꡣ���ײ���������Ⱦ������������������ÿ��10-15%���ٶȣ�������������ʪ�ȱ��������ɻ������������һ����и�ˮ�֡���ճ�ԡ��߳�ˮ�Ժ͵���ֵ���ص�����ϣ�ר���з���Ƶ�����ר�ø����豸�����е���Ч��˫Чר��������ʹ�ۺϳ�ʪ���ܱȴ�3Kg.H2O/Kw.h���ϡ������ͳ��ʪ�豸�ڸ��µ�ʪ�����µij�ʪ���ܲ�������ת�ļ������⡣ʹ�û��������ɻ�������ˮ�ʽ���30%-40%ʱ������������ɣ��ʿ���״����������ã���ζ�٣���ˮ�Ժã�������Ч���գ�����ȣ�����������Ϊ���㡣
���������ɻ��Ľṹ
�����ʪ�ɻ�=�ȷ�ѭ��+������ʪ���(��ʪ�ȱ�)������Ĺ����ж�����һ������ˮ������(�ȿ���)����=ʪ����+����(����)���������ʪ����������ʪ�ȱ�=����ˮ+�����ȿ���(����)

1)�����ȱ��Ȼ��ռ������ܱ�ʽ�ɻ�ģʽ���κη����ŷţ�2)80�����µ��¸ɻ����̣�3)��̬̯�ţ���Ӵ�����е����Ħ����4)��������ɻ����̡���ճ�ࡱ��(60%����) ��5)����Ϊ����״���۳�Σ�գ�6)�����¶ȵ�(��50��)��������ȴ��ֱ�Ӵ��棻
�������ʪ��ɻ�Ϊ������������¸ɻ�������������δ�������ķ�չ����������ɻ�������һ��ͨ�����¸ɻ�ϵͳ�����ĸ��ȿ�����ϵͳ��ѭ��������������иɻ��Ĵ����������ɰѾ����ѹ�˻�����ʽѹ�˻���������ˮ���ĺ�����20%���������Ϊ������90%�ĸɻ���顣�ü����ܹ��������������4��֮1��ֻ��Ҫ���ĵ��ܣ�����Ҫ����������Դ�������ܺ��dz���ɻ��豸��1/3����������ɻ�����һ�����յ�ϸ�ڡ��ӽ����ܺģ����Ǽ��ٸɻ�������ճ�ڽṸ�ķ����������ȫ�ɻ� ���ն������˸���죬�Աܿ�����Ľ�ճ�����ԡ����⣬������������š��� �ˡ������ã�ʪ��������ڸ�����������γɴ������ʹ����ĸ������ܵõ��� �ơ������һ���ǽ�ԭ��ˮ��Ϊ80�����ҵ�ʪ�࣬���������൱��ʪ������1~2 �����Ѿ��ɻ���90�����ϵĸ���ϸ�ۣ���������ƽ����ˮ��40�����ҡ�����ʱҲ�����ر��������о��ȷֲ���װ�ã���ʪ��Ҳû���κ�Ҫ��ֻҪ�����¶���10-35���϶�֮�䣬����ϵͳ���ܱ��ָ�Ч�ʵ��˶������ּ��������ɵ�ȫ�����Զ�����ϵͳ�����������Ч�ʵ�ͬʱҲ�������õ����л��������ڴ����ر�����С����ˮ�������ĸ������ࡣ

��ʪ�ɻ����Ĵ��¼���
1)�ɲ�����Ч��ʪ���ȼ���������ʪ�ȸ��ͣ�����Ч�ʸߣ�ͬʱ������Ч�������ɽ�Լ��������ܺġ�2)���÷ֲ㲼��ϵͳ������ʪ�������ˮҪ���¸������ڶ̣�3)ģ��ʽ�ṹ��ƣ����ɵ�������ǿ����װ��������װ��4) ���͡����ϵ�������ñ�Ƶ�����٣��ʺϲ�ͬ��ˮ��(10%-50%)���ϵ��ڣ���Ӧ�Ը�ǿ��

���Դ�Ƽ���רҵ�������ɽ��������Ӧ�̡����еİ��ʽ����ѭ����˫Ч��ʪ�ȱá���Ч��ʪ�ȱü����ڹ������Ϊ���¼�����ͻ�ƴ�ͳ�����ʪ����ƿ������չ�������ʪ������ҵӦ�á�
���������ɻ����ص㣺
1���ɳ��ʵ�ֶ�������С����������ȶ�������������Դ��������������������������ϡ�ȼ�ϡ����ա��������ϡ� ����ȼ�ϡ����������������õȡ�
2������������������ģʽ���ʺϸ���������ɻ�ϵͳ(������ɰ��������)��ʹ����������

4�����༷�����ͼ��������ר���������������ຬ���ʲ�ͬ���ò�ͬ����ģʽ��
5������(40-75��)ȫ��ոɻ����գ���β���ŷţ������������ϵͳ;���õ��¸ɻ��ɳ�ֱ��������в�ͬ���͵��л���ӷ�����������Ļӷ�(��״������ͷ�������ӷ����¶���100-300�棬��������ӷ����¶���Ҫ��250-300�棬�����������ࡢ���ࡢ���ӷ����¶���Ҫ��200-300�棬���ࡢ���ࡢ֬��ͪ�ࡢ����������ȵĻӷ��¶Ⱦ��� 300�����ϡ���ȫ���淶�����������ѳ�Ϊ�ҹ����з�չ���ٵ���Ҫ��ս֮һ����ͳ������ˮ��������������࣬��ˮ�ʸߡ�����Ӵ����ʸ��ӡ����Դ���������ĺ�ˮ�ʸ߳�Ϊ��Լ������Դ������Ҫƿ������˾���ڳ�ʪ�ȱü����ĵ�ʪ����ɻ��豸�����Ž��ķ�չ�������⣬ȩ��ͱ�����Ļӷ��¶���Ҫ��150�棬֬��Ļӷ��¶���150-250��)��
6�������ɻ����̿ɶ����ܱջ��������½��У������������ŵ���绷���У�������ɶ��λ�����Ⱦ;����������κ���Ⱦ ���ŷţ����ﳵ������������;ѡ�ü���ˮ��ȴģʽ����ȴЧ���ѣ����乤���¶�������
7��ϵͳ���а�ȫ���ް�ȫ����������嵪����;����ɻ�������������<12%���۳�Ũ��<60g/m3�������¶�<70�棬�����ɻ��������� (��������<2 m/s)��

8�����������ٶȲ��ñ�Ƶ���ƣ�������Ϻ�ˮ�ʿɵ�(10-30%)�������������Ҫ��
9�����õ��ȱó�ʪ����������40%����,ÿ20���ĵ���Լ0.3~;��ͳ����ɻ��豸1 20��Ҫ�������������Ҫ���ĵ�������ȴˮ��ҩ����;���õȴ����õ�ģʽ���ɽ���60%���ϡ�
10���豸ռ�����С����װ����;ÿ����1000kgˮ�豸ռ�����Լ3.5m2��
11�������ɻ���ÿ�մ������ɴ�45��(80%��ˮ�����)����ˮ��Ϊ55%���ÿ�մ������ɴ�140�֣����ʺ������ɢ���д� ��ģʽ��ͨ��������ɻ�����ʵ�ּ��ݼ�������Լ�����������(����·;��ͬÿ����������ɱ�Լ100Ԫ����)�Ҽ�������;�жԻ�������Ⱦ��
12������PLC+����������ϵͳ��ȫ�Զ����У�������������;��ʪ����ʪ���ơ���������Ƶ���ơ����Ϳ��ơ����Ϻ����ʿ��ơ����Ͽ��ơ��ֶ����Ƶȡ�


�����ɻ�24Сʱҵ�����ߣ�13926924091 ������ ��ѯQQ��2890238323 ��ѯ�ţ�swdeng2012
��˾��ַ��http://www.zhjinaoyuan.com/
�����Ķ���
�����ǽ��ʹ�����������ṹ���ӣ���ˮ��������ǿ���ȱó�ʪ����װ���ڼ���ʱ����������һ���ĵ������ã��ɽ��������н�������ˮ���������ȱó�ʪ����װ��ͨ���ĸ����¶�Ϊ75�����ң�����¶ȼ������㽺�����ĵ��ڴ�����ͬʱҲ�����ƻ������е��л����ʣ��ܷ���Ӫ���ɷ֡��������ڴ��¶��£�����ˮ��80%��������ﵽ25%��ֻ��һ����Сʱ�������¶ȹ��ᵼ��������ϸ��赽�ǡ�����ό������������ˮ�����������ʪ�ɻ������м���ɫ�İ�ȫ���ܡ���һ������ɻ�������������<12%���۳�Ũ��<60g/m3�������¶�<70�棬����Ϊ����״���۳���ը��������������ྲ̬̯�ţ���Ӵ�����е����Ħ�������õ��¡�40-75�桽ȫ��ոɻ�ģʽ��H2S��NH3�����������٣��������磬���谲װ���ӵij���װ�ã����ʺϰ�װ�ڳ�����ˮ�������ȱø��������࣬������ֺڽ�����
���������õ��ȱó�ʪ����װ�ã�һ����ö���ʽ����װ�ò����Կ������ͻ�����������������������ϡ���ÿ�촦��10M3������ȱó�ʪ����װ��Ϊ�����豸��ռ��60M2������������������ʱ����ģ��ʽƴװ��̨�ȱó�ʪ����װ�ã���������������

չ��:
���ڰ�ʮ����������ѳɹ��ؽ��ȱü������������������ڵ�ʱ���ڵ��ȱü���ˮƽ��������Ӧ���ź͵�Ѽ۸�ߵ�ԭ�������ƹ㡣���Ź��ڵ�����ҵ���ȱü����IJ��Ϸ�չ���������ȱã�����ϵ��Cop����ԭ����3������ߵ�4.5��5�������¶���ԭ����60��������85�档�����ƹ�Ӧ�ã�����¶�����ص����ơ�
���������ɻ������������ڵ�����ࡢƤ�����ࡢ��ֽ���ࡢ���������ࡢ�����������ࡢ�Ƹ����ࡢ�������ࡢ�������ࡢӡȾ����ȸ�������ĺ�ɴ����������ڵ�ơ������Ʒ����ֽ�����������������������������ˮ��������ˮ������Ⱦ����ӡˢ���������������Ƽ�������Ƽ������ϡ���ҩ����Σ�շϹ̻��մ��ù�˾�������������ϳ���ˮ��˾����ҵ�����༰��ˮ��������������ˮ�������ȵ�λ�������ʪ��ɴ�����
���������ٵ���ҵ������ʹ������ʽ���ɷ���ʽ�Ļ��������ɻ���


������������ʪ�ɻ���ɵ���Ϣ��������ϵ���Դ�Ƽ���
�ܶ���֮�������ʪ��ɻ���Ӧ��ǿ�����ɻ���ÿ�մ������ɴ�50��(80%��ˮ�����),���ʺ������ɢ���д���ģʽ,��Լ������������Ҽ�������;�жԻ�������Ⱦ���ʺϳ������������ɢ�ɻ�+���д��ü������ɽϺý���������ദ�������⡣
�����Ķ���
�ҹ�������ˮ����������������صġ���ˮ���ࡱ�������ز��㣬�������С����ˮ�������������ʱ�����ǵ�����Ũ������ˮ����û�п��ǵ���ˮ����������ȶ��������������⡣��������ɻ�����һ�����յ�ϸ�ڡ��ӽ����ܺģ����Ǽ��ٸɻ�������ճ�ڽṸ�ķ����������ȫ�ɻ� ���ն������˸���죬�Աܿ�����Ľ�ճ�����ԡ����⣬������������š��� �ˡ������ã�ʪ��������ڸ�����������γɴ������ʹ����ĸ������ܵõ��� �ơ������һ���ǽ�ԭ��ˮ��Ϊ80�����ҵ�ʪ�࣬���������൱��ʪ������1~2 �����Ѿ��ɻ���90�����ϵĸ���ϸ�ۣ���������ƽ����ˮ��40�����ҡ�����͵���������ˮ�����������ദ��������Ϊ�ز����ٵĻ��ڣ������гɱ�ռ��ˮ�������ܵ�30%-50%�������ҹ�����ʹ�ǡ�ʮһ�塱�ڼ䣬���ദ���ı���Ҳֻ��10%-30%���ҹ���ˮ�����������������ij������������̣���δ���������ȶ���������

���ⷢ��������ʵ�ְ�ȫ���õĻ����ϣ��Ѿ���ʼ���̼����Դ���ķ���չ�������ҹ���ˮ����������������մ��������Ű�ȫ���ú���Դ�����õ�˫��ѡ���װ�����������ﻹ����Ϊ��Դ�����������һ�£�������ദ�����û�û����ȷĿ�꣬����Ŀǰ�ҹ����ദ������·�߲�������������ʺ��ҹ���������ദ�÷�չ������δ��ȷ�������Ƿ��������������Դ���Ĵ����ֶ��к����ߣ����ȷ�չ���ִ��÷�ʽ���ȵȡ���Щ�����ڲ���û����ȷҪ�������£��ط���������������ʱ���ֶδ������ࡣ

��˾�������ɻ������Ƚ��ij�ʪ�ȱü������ɽ���40%���ϡ�����������ˮһ����ˮ�����ĵ���Լ0.25���ɲ��õȴ����õ�ģʽ���ɽ���60%���ϡ���������ɻ��豸1����ˮ��Ҫ����1�ȵ磬�����Ҫ������ȴˮ��ҩ�����������ϡ�
-
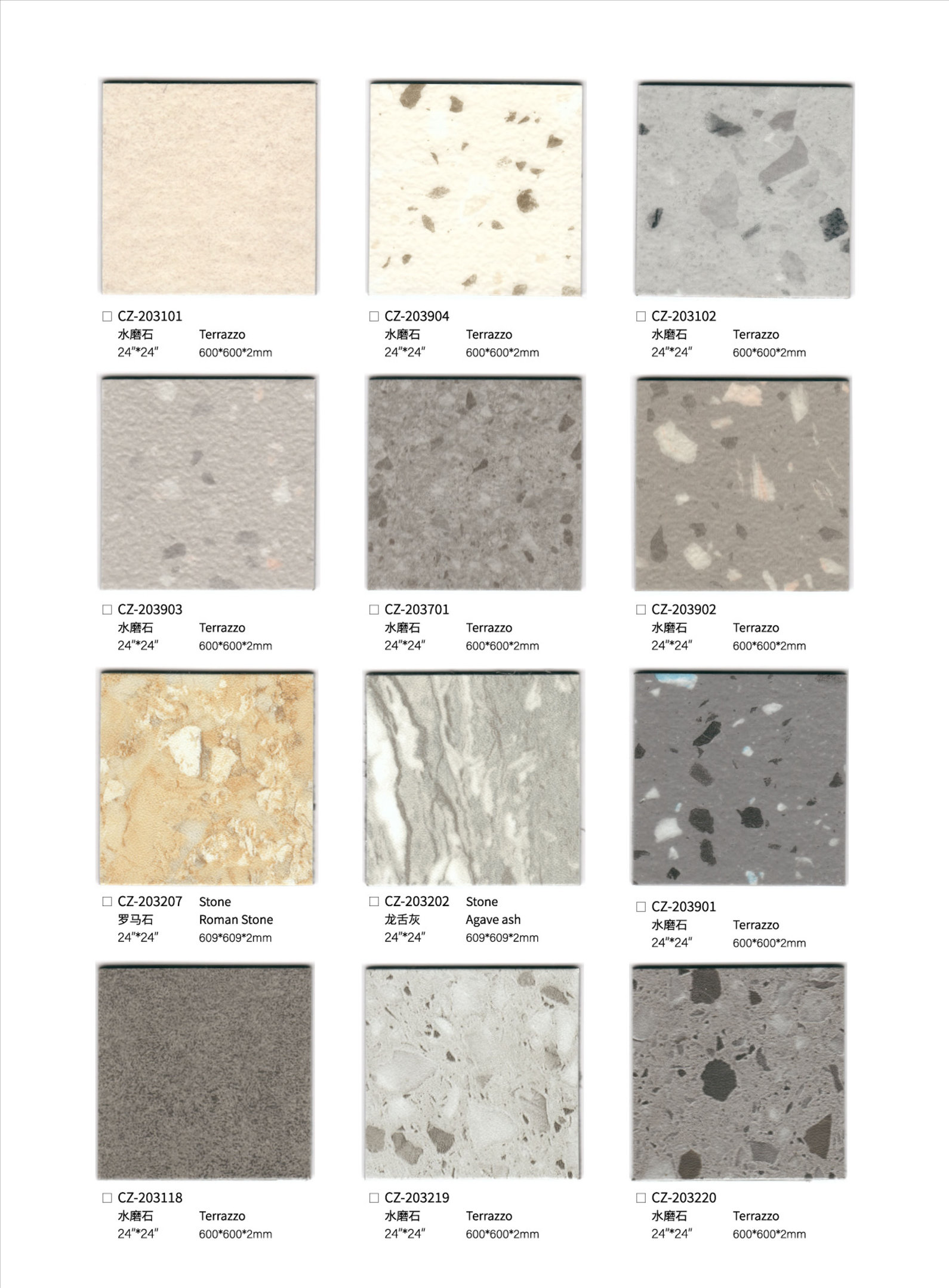
�������׳ķ�����1.0mm�����

-
LVT�ذ�
-
������PVC�ذ�

-
������Ʒ���ܰ��趨�ơ���Ʒ������

-
�㶫��Ʒ��������������С�202
-
�����г黯���158����ͳ�62

-
�����г黯���158����ͳ�62
-
�����г黯���158����ͳ�62
-
���г黯���158����ͳ�62
-
�����г黯���158����ͳ�62
-
�����г黯���158����ͳ�62
-
�����س黯���158����ͳ�62
-
֯����黯���158����ͳ�62
-
��ɫ�г黯���158����ͳ�62
-
�Ͻ��г黯���158����ͳ�62
-
�������׳ķ�����1.0mm�����
-
LVT�ذ�
-
������PVC�ذ�
-
������Ʒ���ܰ��趨�ơ���Ʒ������
-
�㶫��Ʒ��������������С�202
-
�����г黯���158����ͳ�62
-
�����г黯���158����ͳ�62
-
�����г黯���158����ͳ�62
-
���г黯���158����ͳ�62
-
�����г黯���158����ͳ�62
-
�����г黯���158����ͳ�62
-
�����س黯���158����ͳ�62
-
֯����黯���158����ͳ�62
-
��ɫ�г黯���158����ͳ�62
-
�Ͻ��г黯���158����ͳ�62